

1. Общее описание
Настоящие станок состоит из нижеследующих узлов: зажимной и вращающий механизм трубы, трубоупорный механизм, ходовой и регулирующий механизм горелки, система пламенной и плазменной резки, подпора и программное обеспечение ЧПУ.
Обрабатываемая труба устанавливается в пяти – кулачковом, самоцентрирующимся патроне и самоцентрирующейся зажимной опоре. На программе НОРЕ составляют резательные параметры. Система ЧПУ управляет всеми органами станка для выполнения резки труб, по заданным параметрам. Ход горелки и вращение трубы образуют резательную пересеченную линию. Подвижный механизм горелки производит резку скоса. Подражательно-следящий механизм совместно с другими органами выполняет следование высоты горелки, измерение горизонтальности и овальности, компенсирование параметров и другие функции.

Ось θ патрона (ось вращения трубы) и ось Х (продольная подвижная ось горелки) выполняют образ пересеченной линии.
Ось WХ (подвижная ось горелки на плоскости Х-Z) и ось WУ (подвижная ось горелки на плоскости У-Z) выполняют образ скоса. Ось Z (вертикальная подвижная ось горелки) и ось У (поперечная подвижная ось горелки) выполняют компенсирование по изменению диаметра трубы и аналогичным параметрам оси Z2 (дополнительная измерительная ось), при помощи высокоточного энкодера, которой измеряет отклонения значения в процессе резки.

1.1 Зажимной и вращающий механизмы: Механизм для зажима трубы, синхронный пяти - кулачковый самоцентрирующийся патрон. Привод вращающего механизма: серводвигатель - редуктор - малая шестеренная передача - большая шестеренная передача - патрон (вращение по оси Х).
1.2 Трубоупорный механизм составляет вспомогательную и регулируемую вручную упорную установку. Вращение винтовой передачи изменяет величину межосевого расстояния упорных роликов и соответствует изменению диаметра трубы.
Каждый трубоупорный механизм имеет колесный механизм, который дает возможность двигаться на рельсах вдоль изменению длины заготовки.
1.3 Позиционный механизм горелки состоит из:
1.3.1 Ходовой механизм горелки: Ходовая консоль, на которую устанавливается горелка, производит движение по оси Х путем приводной цепи: серводвигатель переменного тока - редуктор - шестерня - рейка.
1.3.2 Подъемный механизм горелки по вертикальной оси осуществляется винтовой парой и направляющими рельсами для соответствия переменному диаметру трубы. А так же служит креплением и перемещением следящего механизма.
1.3.3 Подвижный механизм горелки приводящийся в движение серводвигателем и редуктором позиционирует горелку по осям Х и У, для выполнения резки скосов.
1.3.4 Измерительный, следящий механизм выполняет компенсацию отклонения округлости и высоты трубы и поддерживать постоянное расстояние между горелкой и поверхностью заготовки, что гарантирует высокое качество и избежание столкновения корпуса горелки с поверхностью трубы.
1.4 Система резки разделяется на газопламенныю и плазменную. Смена рабочих элементов проста и удобна в обращении. Плазменная резка гарантирует высокие точность и качество, предназначена для разных металлов и сплавов. Плазменная резка подходит для труб с большой толщиной и большим диаметром из углеродистой стали.
1.5 Основание приставляет из себя сварную конструкцию. На нем располагается прямой направляющий рельс, на котором горелка может двигаться по оси Х.
1.6 Система программного обеспечения ЧПУ разработана совместно с японской компанией Сяаочи, обладает высокой точностью и бесперебойной работой.
2. Достоинства и особенности.
2.1 Система програмирования.
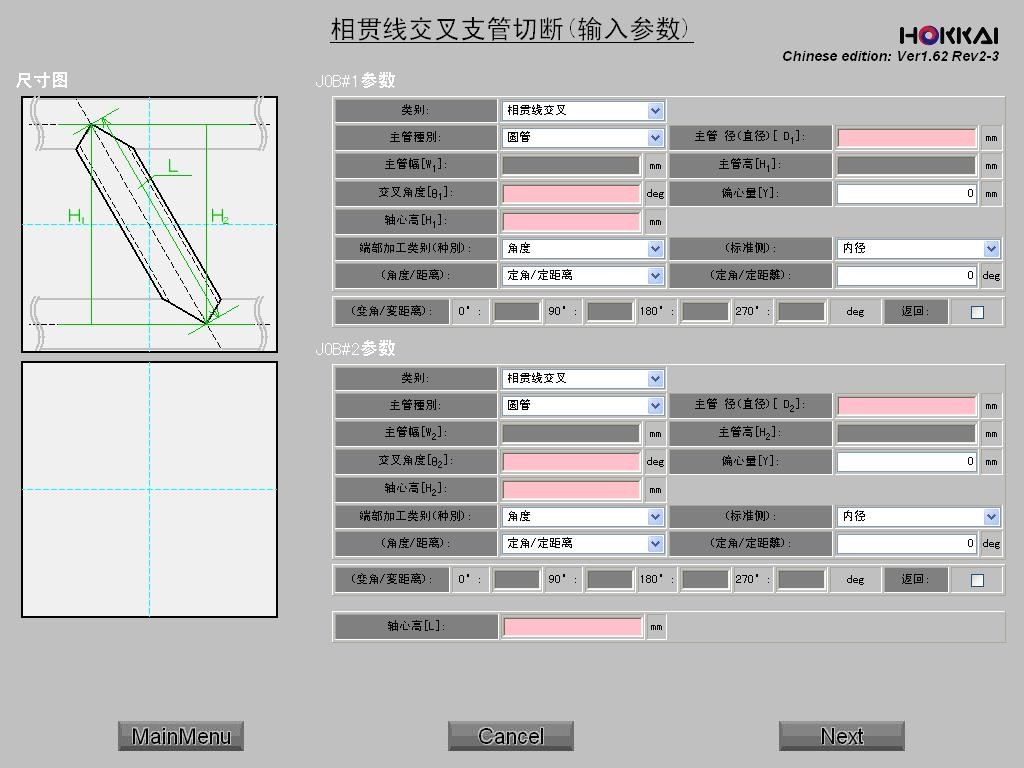
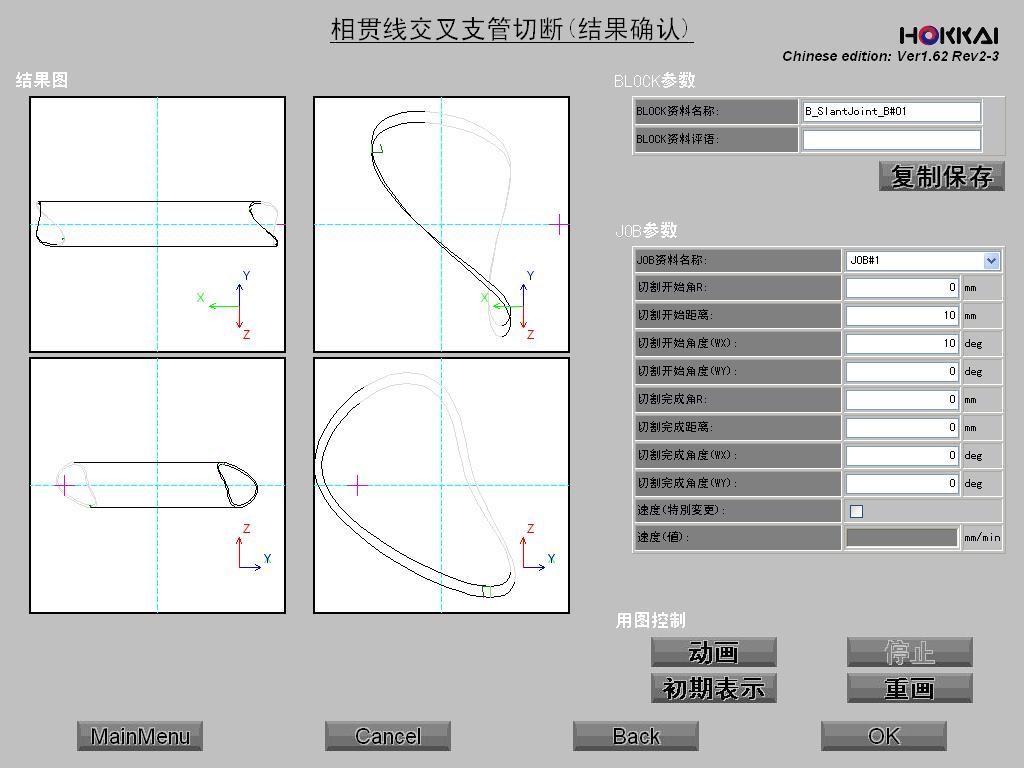
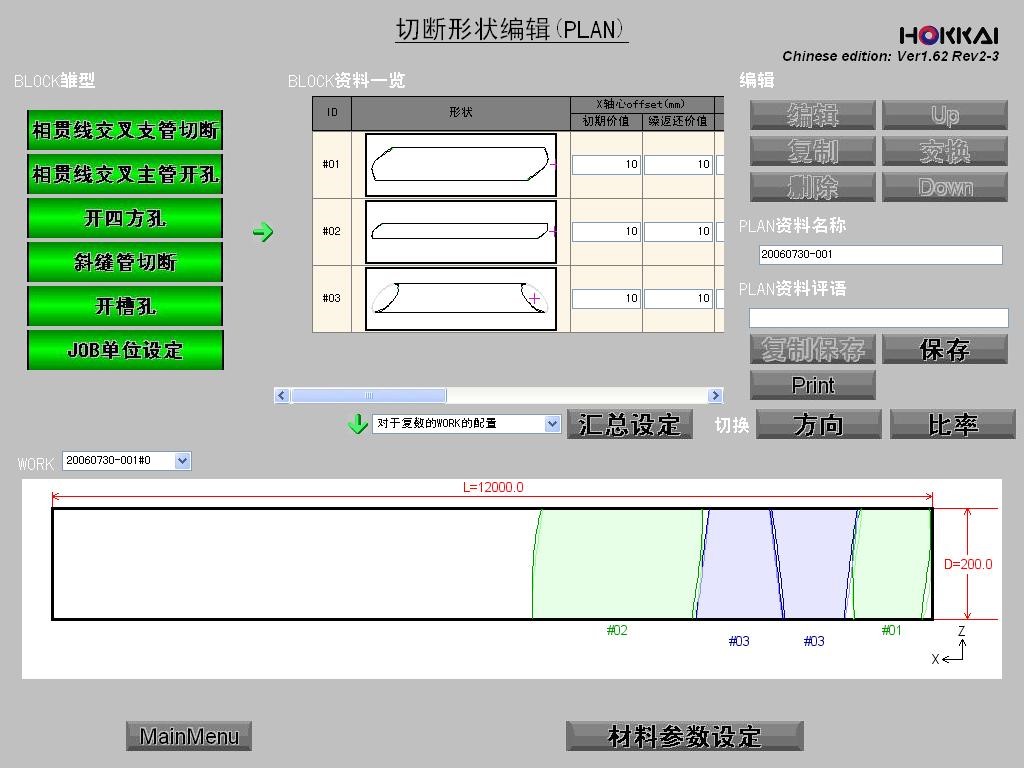
2.1.1 В трехмерное программное обеспечение НОРЕ вводят только основные параметры труб и данные по их пересечению, далее получают точные параметры резки с динамическим видом трехмерного результата процесса резки на экране.
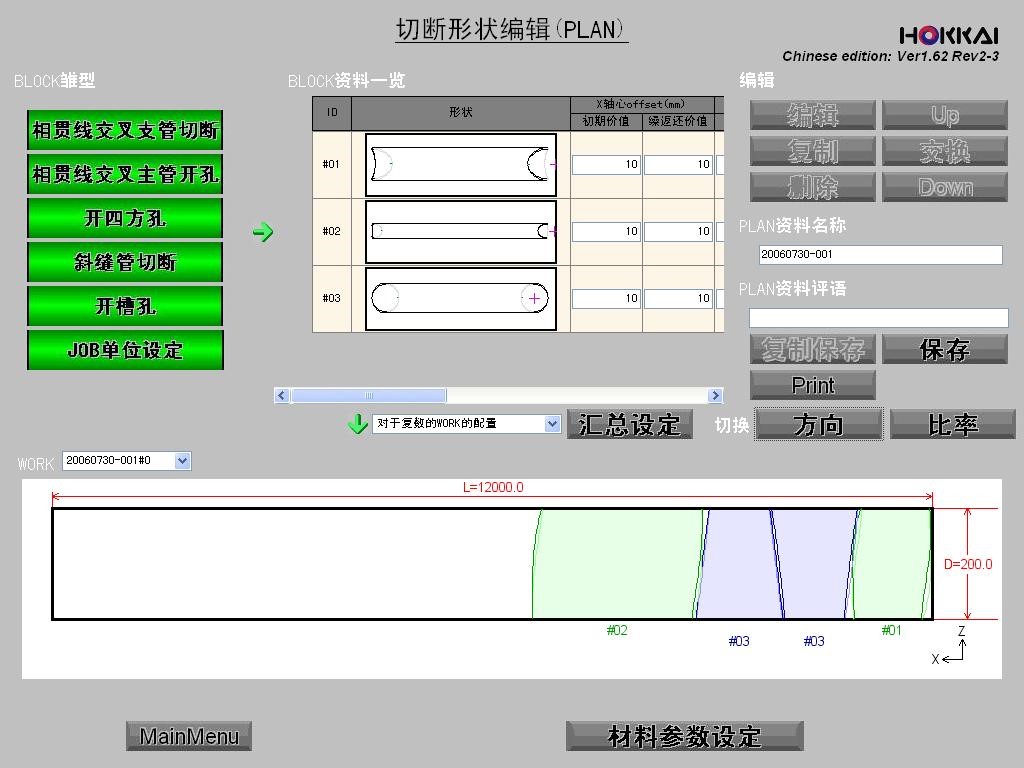
2.1.2 При резке трубы автоматически распределяет заготовки и производит оптимизацию процесса резки для непрерывной работы. Это повышает эффективность, способствует экономии материла, и повышает производительность оборудования.
2.1.3 Возможность выбора способа входа и выхода вреза в рабочую линию: по прямой и по окружности что позволяет для разных видов резов выполнять качественный край скоса.

2.1.4 Следящая система отслеживает отклонения трубы и точность зажима заготовки в патроне и дает корректировки на исполнительные механизмы.


2.1.5 Программное обеспечение имеет функции ручной остановки и запуска станка.
2.1.6 Отдельной опцией устанавливается контрольная установка и установка самодиагностики неисправности.
2.1.7 Данное оборудование производится в стране (Китай), в нем заключены современные и передовые технологии европейских стран. Технические возможности и качество соответствует импортным европейским аналогам.
2.1.8 В станке применено выносное визуальное отображение резательного процесса, ручного управления и программного аналитического диалога человека с машиной на экране.

2.1.9 Программное обеспечение НОРЕ разработано японской компанией Вайхэ и Таншаньской компанией Кэюйань, на основе оригинального ПО Вайхэ, имеет возможность самостоятельного обновления через системы Интернета. Можно бесплатно дополнять программное обеспечение по требованию клиента.
2.2 Механическая часть.
2.2.1 После изготовления основания (сварочные работы) станина подвергается механической обработки целиком, что гарантирует высокую монтажную и резательную точность.

2.2.2 Направляющие рельсы и механические соединения с редуктором обладают высокой точностью, что обеспечивает стабильное движение механизмов.
2.2.3 Пяти - кулачковый синхронный самоцентрирующийся патрон имеет достаточную прочность и высокую зажимную силу, что гарантирует качественный процесс резки.

2.2.4 Поворотный механизм горелки - четырех - шатунный и одна ось управляемая двигателем выполняет поворот угла.
2.2.5 Системы (элементы) безопасности установленные на всех двигающихся элементах гарантируют безопасность работы и сохранность оборудования.
3. Основные характеристики
|
Параметр |
Значение |
||
|
Диаметр обрабатываемых труб, мм. |
80—1250 |
||
|
Толщина металла, мм. |
Плазма (МАХ200) |
2-20 |
|
|
Газопламенная резка (МСТ325) |
8-50 |
||
|
Максимальный вес заготовки, тонн. |
8 |
||
|
Длина заготовки, мм. |
300-6000 |
||
|
Материал заготовки |
Плазма |
Углеродная сталь, нержавеющая сталь, алюминий и т.д. |
|
|
Газопламенная резка |
Углеродная сталь |
||
|
Диаметр отверстия зажимного патрона, мм. |
270 |
||
|
Количество упоров для трубы, шт. |
3 |
||
|
Управляемые оси |
Вращение заготовки |
θ |
|
|
Горизонтальное продольное движение |
Х |
||
|
Горизонтальное поперечное движение |
Y |
||
|
Вертикальное движение |
Z |
||
|
Вращение по оси X |
WX |
||
|
Вращение по оси Y |
WY |
||
|
Система слежения |
Z2 |
||
|
Ход осей, мм |
Вращение заготовки θ |
±360° |
|
|
Горизонтальное продольное движение X |
6300 |
||
|
Горизонтальное поперечное движение Y |
40 |
||
|
Вертикальное движение Z |
800 |
||
|
Вращение по оси X WX |
±60º |
||
|
Вращение по оси Y WY |
±60º |
||
|
Система слежения Z2 |
±15 |
||
|
Максимальный угол реза |
Плазма |
±45º |
|
|
Газопламенная резка |
±60º |
||
|
Скорость, мм/мин |
Плазма |
50-3000 |
|
|
Газопламенная резка |
50-750 |
||
|
Маршевая скорость |
≤10000 |
||
|
Патрон |
0-7 об/мин |
||
|
Точность повторения, мм/2000мм |
±0.2 |
||
|
Габаритные размеры, мм |
10000х2900х2600 |
||
|
Масса оборудования, кг. |
6500 |
||
4. Функции резки программного обеспечения HOPE примеры см. ниже.

5. Функции управляющей системы ОСU.
5.1 Программное обеспечение позволяет осуществлять оптимизацию раскроя.
5.2 Составленные программы могут загружаться в промышленный компьютер при помощи дискет, флеш - памяти либо настроенной. В настоящей машине устраивается соединительное гнездо с центром ЭВМ.
5.3 Графическое и письменное отображение на экране интерфейса общения оператора с машиной.
5.4 При задании толщины стенки и типу горелки система автоматически выбирает скорости резки.
5.5 Быстрый переход и позиционирование исходной точки резки.
5.6 Система ЧПУ управляет розжигом горелки, предварительным нагревом.
5.7 Сохранение и загрузку параметров резки в память.
5.8 При аварийном отключении питание система ЧПУ сохраняет последние данные и точку реза, для последующего восстановления.
5.9 Регулировка языка пламени осуществляется в ручную.
5.10 Автоматическая проверка размеров трубы, для системы слежения.
5.11 Автоматическая диагностика аварийного состояния вывод ее характера на систему индикации, причины ее появления и возможное действие для ее устранения.
5.12 Определение зажима заготовки.
5.13 Автоматические электрические системы блокировки при работе оборудования в опасных зонах.
5.14 В комплекте поставляются два вида управляющих программ отдельно для пламенной и плазменной резки.
6. Система безопасности
6.1 На подвижных частях установки установлены ограничительные механические и электрические датчики.
6.2 На патронной установке установлена аварийная кнопка остановки.
6.3 Корпус станка и все кожуха управляющей системы подключены к цепи заземления.
7. Рабочие параметры.
7.1 Электропитание: трехфазное,380В±10%, частота 50гц±2%.
7.2 Температура 0—40℃ , влажность ≤85%.
7.3 Толщина бетонного основания под станком не менее 200мм.
8. Основные детали.
|
Наименование |
Модель |
Поставщик |
|
Элемент ЧПУ |
ОСU –НКА |
Япония Саочи |
|
PLC |
НG 2 –S В62ВН |
Япония Хэцюйнь |
|
Промышленная ЭВМ |
EWS—844V |
Шиньчжэнь Ианьсян |
|
Двигатели |
SGMSH |
Япония Аньчуань |
|
Моторы |
PHSV100 200 SM |
T.W.T |
|
Сервопривода |
SGDM |
Япония Аньчунь |
|
Сервопривода |
BFV00042G |
Япония Сунся |
|
Редуктор |
ERK—71D—3000 |
Япония Синьвао |
|
Редуктор |
VRSF |
Япония Синьвао |
|
Патрон |
K11A980 |
Китай, спец.заказ |
|
Прямой рельс |
MSA35 |
Тайвань AMT |
|
Тяговая цепь |
167. 075. 125. 0 |
Германия IGUS |
|
Плазменное электропитание |
МАХ200 |
США Хайвао |
|
Пламенная горелка |
МСТ325 |
Шанхай Цзежуй |
|
Электромагнитный клапан газовый |
АВ41Е4-02-5-03Т-DC24V |
Япония СКD |
|
Электромагнитный клапан кислород |
АВ41-02-5-02Е-DС24V |
Япония СКD |
|
Электромагнитный клапан кислород |
АВ41-02-5-02Е-АС220V |
Япония СКD |
Потребителем, к предполагаемой дате установки МТР, подготавливается фундамент, согласно представленным поставщиком чертежам. Выполняется подготовка точек подключения газов и энергоносителей.
В комплект поставки входит:
- Основное оборудование.
В цену включено:
- шефмонтаж;
- наладка;
- обучение;
- гарантийное и техническое обслуживание 12 месяцев.
Срок поставки: 90 дней с момента получения авансового платежа.
Страна производитель – КНР.