

Принцип действий данного оборудования - автоматическая сварка под слоем флюса. На неподвижном стапеле располагается свариваемая двутавровая балка под углом в 45º, подвижный портал с установленными на него сварочными системами перемещается по рельсовому пути, при этом сварочная головка отслеживает положение шва и производит сварку под слоем флюса. Сварочные порталы позволяют производить сварку одновременно двух балок уложенных на стапелях. Установки оснащены современными и надежными аппаратами для автоматической сварки, системами рециркуляции флюса, механическими системами слежения за сварочным швом надежными и удобными в обслуживании.

Оборудование предназначено для одновременной сварки двух заготовок двутавровой балки расположенных на стапелях под углом в 45º.
Установка представляет собой перемещающуюся по рельсовому пути портальную конструкцию с расположенным на ней рабочим оборудованием. В оборудовании применен двусторонний синхронный привод управляемый частотным преобразователем, позволяющим с высокой точностью задавать рабочую скорость. На портале установлены две сварочные консоли со сварочными головками. Система рециркуляции флюса позволяет накапливать до 50кг флюса и эффективно выполнять свои функции даже при попадании крупных частиц отработанного шлака. Механическая система слежения за положением сварочной проволоки проста и удобна в эксплуатации. Кассеты для намотки сварочной проволоки вмещают в себя до 70кг проволоки. Все управление процессом сварки осуществляется с одного пульта.
Основные технические характеристики
|
Параметр |
MH-1800 |
|
Высота балки, мм. |
200 - 1800 |
|
Ширина полки, мм. |
200 - 800 |
|
Толщина полки, мм. |
8 - 40 |
|
Толщина стенки, мм. |
6 - 32 |
|
Длина балки, мм. |
4000 - 15000 (ограничена длинной рельса) |
|
Колея рельсового пути, мм. |
4000 |
|
Длина рельсового пути, мм. |
16000 |
|
Количество сварочных горелок, шт. |
2 |
|
Система слежения за сварочным швом. |
Механическая |
|
Тип сварки. |
45º «в лодочку» (опция горизонтальное положение) |
|
Скорость сварки, м/мин. |
0.15 - 1.5 |
|
Сварочное оборудование. |
2 комплекта производства LINCOLN ELECTRIC (США): сварочный источник IDEALARC DC-1000, система автоматической сварки LINCOLN ELECTRIC (США), модель NA-3S. |
|
Потребляемая мощность сварочного оборудования, кВт. |
2×65 |
|
Давление пневматической системы, МПа. |
0.4 - 0.8 |
|
Потребляемая мощность, кВт. |
13 (без учета сварочного оборудования) |
|
Питание. |
3-фазное, переменный ток, 380В, 50Гц |
|
Габаритные размеры (Д×Ш×В), мм. |
2500×4960×2481 |
|
Вес, кг. |
2800 |


Технические параметры
|
Габаритные размеры (Д×Ш×В), мм |
960×480×940 |
|
Рабочая дистанция засоса флюса, мм |
≥4500 |
|
Вместимость бункера для сбора флюса, кг |
50 |
|
Рабочее давление воздуха, мПа |
≤0.016 |
|
Мощность двигателя, кВт |
2.2 |
|
Скорость вращения вентилятора, об/мин |
2870 |
Система соответствует стандартам Q/320217GALO3 - 199YS системы автоматической рециркуляции сварочного флюса.
Теоретические параметры сварки
|
№ п.п. |
Катет, мм. |
Сила тока, А. |
Напряжение дуги, В. |
Скорость движения портала, м/ч. |
|
1 |
6 |
650…700 |
26…28 |
40…47 |
|
2 |
8 |
650…700 |
28…30 |
29…32 |
|
3 |
10 |
700…750 |
30…32 |
23…27 |
|
4 |
12 |
700…750 |
32…34 |
18…22 |
Внимание! Если таблица не вмещается по ширине, то ее можно перемещать влево или вправо по экрану.

Портальная сварочная установка, модель MH-1800.
Конструкция станка
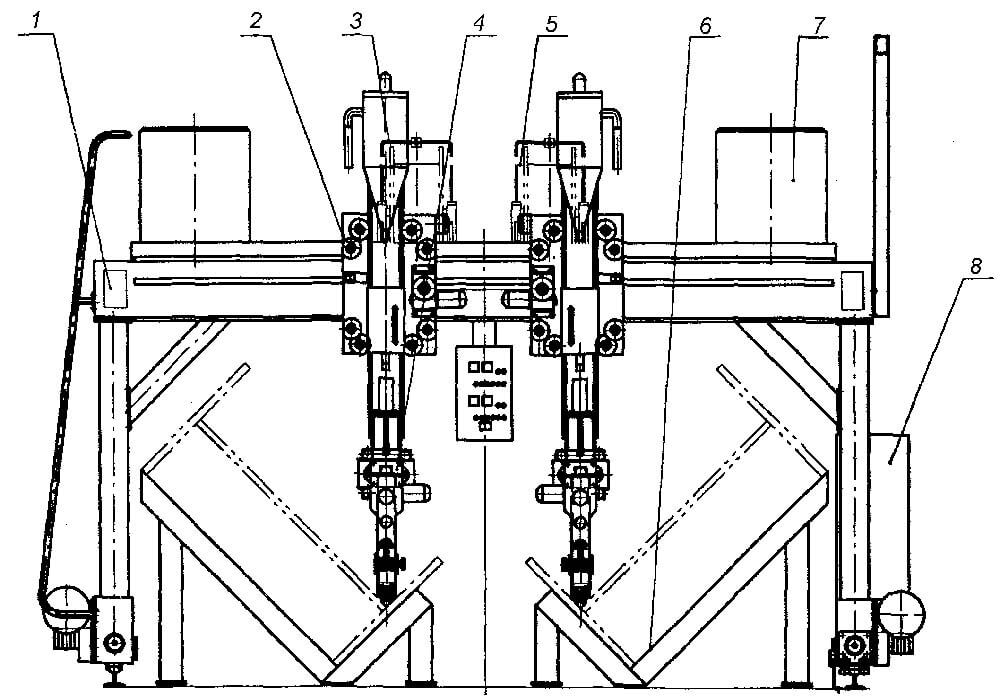
1 - Портал; 2 - Суппорт консоли; 3 - Бункер флюсовый; 4 - Консоль со сварочной головкой; 5 - Катушка сварочной проволоки; 6 - Стапель; 7 - Система рециркуляции флюса; 8 - Шкаф управления.
Производственный процесс, включает в себя, размещение собранной балки на стапеле под углом 45º, настройку режимов сварки для получения заданного катета и глубины проплавления. Сварка происходит в положении «в лодочку», что обеспечивает высокое качество соединения и отличный внешний вид.
Помимо правильного подбора режимов, основополагающими условиями для автоматической сварки является стабильная скорость сварки и автоматическое слежение за сварными швами. Регулировка скорости для данной сварочной установки достигается за счет движения портала, управляемого инвертором переменного тока, что обеспечивает плавную регулировку скорости и стабильное перемещение. Портальная сварочная установка MH-1800 предназначена для сварки большинства применяемых в данный момент равнополочных симметричных двутавровых балок и колонн.
Система слежения за сварным швом установлена на консоли и состоит из: пневматического цилиндра, скользящей пластины, каретки с коническими роликами. В каретке установлен механизм подачи проволоки со сварочным мундштуком, и подведен шланг подачи флюса. При сварке каретка устанавливается на изделие, обеспечивая точное расположение сварочного мундштука относительно разделки. Для компенсации горизонтальных отклонений служит скользящая пластина, позволяющая каретке свободно перемещаться в горизонтальной плоскости поперек движения портала.
Для компенсации вертикальных отклонений служит пневматический цилиндр, прижимающий каретку и обеспечивающий надежный и плотный контакт роликов каретки с изделием.

В комплект поставки входит:
- основная установка (портал);
- рельсовые пути;
- шкаф управления;
- сварочное оборудование;
- система рециркуляции флюса;
- роликовые кронштейны подвеса кабелей;
- электрический кабель, шланги для подключения газов длиной хода портала;
- зип;
- комплект технической и эксплуатационной документации.
Исходя из технических условий на выпускаемую продукцию, портальная сварочная установка может оснащаться оборудованием для автоматической двухдуговой сварки под слоем флюса двумя проволоками. Мы также готовы рассмотреть предложения по оснащению портальной сварочной установки сварочным оборудованием Китайского производства.

Дополнительная опция, позволяет производить сварку криволинейных балок в горизонтальном положении.
Основные технические характеристики
|
Модель |
GZQ-1 |
|
Номинальное входное напряжение |
AC 220В, 50Гц |
|
Диапазон слежения |
100мм (по осям X и Y) |
|
Скорость проверки |
250мм/мин |
|
Точность проверки |
±0.25мм |
Стоимость оборудования
В стоимость включены услуги: шефмонтаж, наладка, обучение, гарантийное и техническое обслуживание 12 месяцев.
Страна производитель: КНР.
Порядок расчетов:
- 50% - авансовый платеж в течение 5 банковских дней с момента подписания Договора.
- 45% - в течение 5 банковских дней с момента письменного уведомления об окончании изготовления оборудования заводом-изготовителем и готовности его оправки на станцию назначения с предоставлением электронной копии товарно-транспортных документов (дубликат накладной) и сертификата происхождения форма «А», заверенных подписью и печатью Поставщика.
- 5% - после завершения пусконаладочных работ и подписания акта ввода в эксплуатацию и приемки оборудования по качеству.
Срок поставки: 60 календарных дней с момента получения авансового платежа.