

Универсальный сборочный стан предназначен для изготовления сварных двутавровых и тавровых балок симметричного сечения. Стан одновременно выполняет следующие операции: предварительную и окончательную сборку балки, сварку, правку сварочных деформаций полок («грибовидности»).
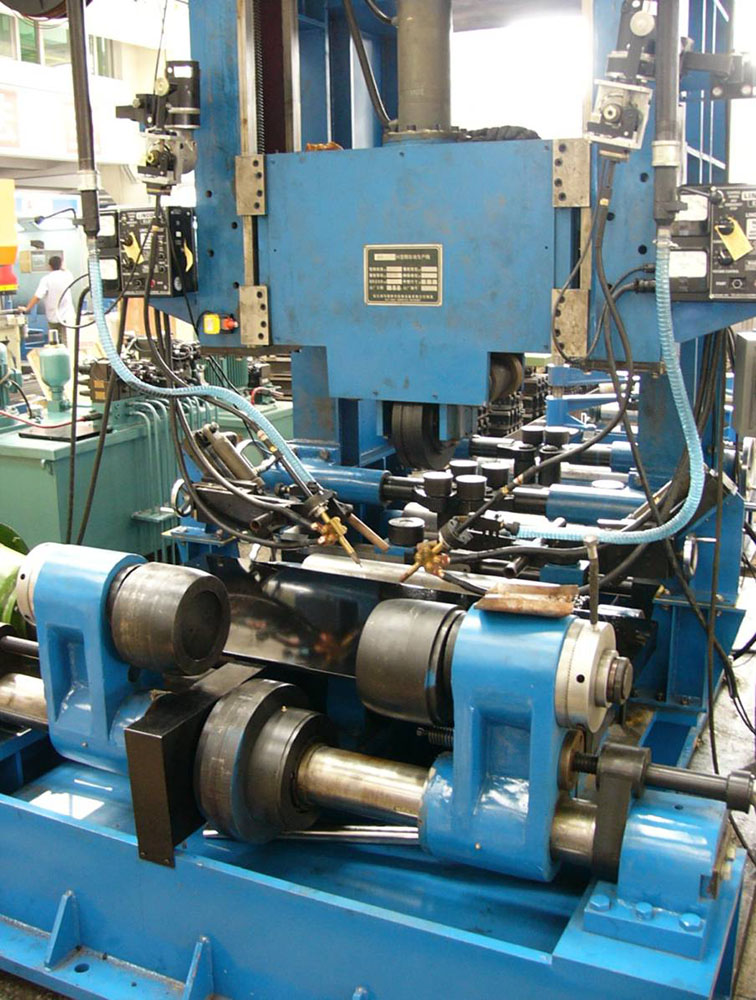
Универсальный сборочный стан.
Данное оборудование представляет из себя экономически выгодный универсальный комплекс, как в плане его цены, так и в плане его функциональных возможностей при небольших производственных площадях. Универсальный сборочный стан высоко зарекомендовал себя среди большого числа заводов металлоконструкций РФ. Оборудование включает в себя три основных операции изготовления сварных двутавровых балок: Сборка - Сварка – Правка грибовидности.
Особенности:
- Простота и надежность эксплуатации.
- Стандартные механические компоненты (подшипники, цепи) аналогичные отечественным.
- Сварочное оборудование производства Lincoln Electric (США).
- Ответственные компоненты электрооборудования производства Япония.
- Надежная и современная гидравлическая система
Стан предназначен для изготовления сварных двутавровых балок.
Процесс производства представляет из себя, сборку балки путем прокатки через систему настроенных валков, сварки стыков под слоем флюса в вертикальном положении и правку грибовидности. Максимальный катет сварочного шва за один проход 10 мм. Оборудование оснащено современной системой рециркуляции флюса позволяющей уменьшить его расход. Процесс сборки сварки балки происходит в автоматическом режиме. Производительность оборудования позволяет изготавливать до десяти 12-ти метровых балок за рабочую смену. Количество рабочего персонала 2 человека выполняющие сварочные работы, 2 человека, задействованных на установке/снятии, кантовании заготовки и балки.
Процесс изготовления
Этапы производства:
- На входной рольганговый путь укладывается первая полка и фиксируется механизмом предварительной сборки.
- На полку устанавливается стенка в вертикальном положении и фиксируется механизмом предварительной сборки стенки.
- Производится подача тавра в механизм центрирования сборки и сварки балки основной станины.
- Производится настройка сварочных горелок.
- Производится настройка валков для правки грибовидности.
- Включается режим сварки и выполняется сборка и сварка тавра.
- На входной рольганговый путь укладывается вторая полка и фиксируется механизмом предварительной сборки.
- Готовый тавр снимается с выходного рольганга, кантуется и устанавливается на вторую полку и фиксируется механизмом предварительной сборки стенки.
- Производится подача двутавровой заготовки в механизм центрирования сборки и сварки балки основной станины.- включается режим сварки и выполняется сборка и сварка балки.
Основные технические характеристики
|
Параметр |
Значение |
|
Высота двутавровой балки, мм |
200 – 1200 |
|
Толщина стенки, мм |
6 – 32 |
|
Ширина полки, мм |
200 – 800 |
|
Толщина полки, мм |
8 – 40 |
|
Длина балки, мм |
6000 – 15000 |
|
Сварочное оборудование |
2 комплекта производства Lincoln Electric (США): источник питания DC-1000, сварочная головка NA-3. |
|
Потребляемая мощность сварочного оборудования, кВт |
2×65 |
|
Вид сварки |
Автоматизированная дуговая сварка под слоем флюса |
|
Скорость сварки, мм/мин |
400 – 1000 |
|
Давление в гидросистеме, МПа |
До 10 |
|
Объем сварочного флюса в бункере, кг |
2×100 |
|
Общая мощность, кВт |
24 (без учета сварочных источников питания) |
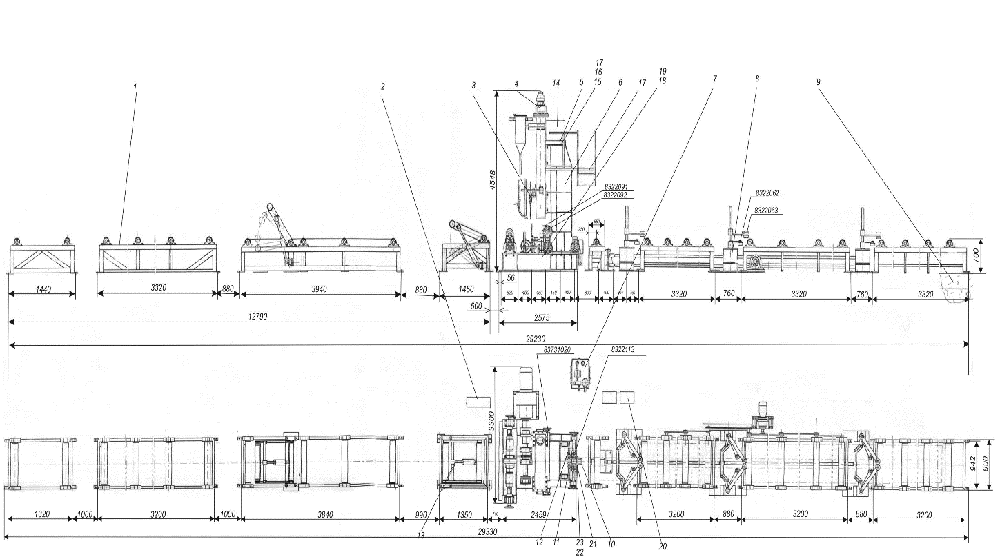
|
Габаритные размеры, мм |
29130 × 2950 × 4592 |
Обязанности покупателя при подготовке к монтажу оборудования
В течение периода поставки оборудования, но не позднее, чем за 5 календарных дней до дня поставки оборудования на место монтажа, своими силами и за свой счет подготовить фундаменты для станков и деталей оборудования, а так же точки подвода коммуникаций в строгом соответствии с документацией.
До начала монтажа, но не позднее, чем ко дню поставки, подготовить (а при необходимости приобрести) дополнительное оборудование, устройства (для погрузки, выгрузки балки, заготовки при работе оборудования), расходные материалы (флюс, проволоку) и т.п. согласно перечню предоставляемого поставщиком.
В комплект поставки входит:
- Основной стан.
- Сварочное оборудование.
- Кассеты для сварочной проволоки
- Входные и выходные рольганговые пути.
- Электрические кабеля от оборудования до шкафа управления.
- Гидравлические рукава.
- ЗИП.
- Техническая документация на русском языке.
В цену включено гарантийное обслуживание, сроком на 12 месяцев.
Шеф-монтаж, наладка и обучение оплачивается по отдельному контракту с Российской стороной.
Страна производитель: КНР.
Срок поставки: 40 дней с момента получения авансового платежа
Условия расчётов:
- 50% - авансовый платеж в течение 5 рабочих дней с момента подписания Контракта.
- 50% - в течение 5 рабочих дней с момента письменного уведомления об окончании изготовления оборудования заводом-производителем и готовности его оправки на станцию назначения.