



Трехкоординатный сверлильный станок с системой ЧПУ - предназначен для одновременного сверления отверстий в трех плоскостях (стенки и полка) двутавровой балки по заданной программе. Станок предназначен для сверления двутавровых балок, швеллеров и другого профильного проката, что может использоваться в архитектуре, строительстве мостов, башенных и пространственных конструкций, и т.д. Это необходимое и эффективное оборудование, обеспечивающее высокое качество при изготовлении металлических конструкций.
Станок оснащен системой ЧПУ (CNC) для позиционного контроля и слежения по шести координатам, системой ЧПУ (CNC) для контроля по трем координатам (контроль высоты, полки балки и расстояния между отверстиями), тремя блоками контроля сверления (глубина сверления) и тремя сверлильными шпинделями, с преобразованием частоты вращения и с бесступенчатой регулировкой скорости вращения шпинделя.
Особенности
- Сверление отверстий по всей длине балки осуществляется в автоматическом режиме.
- Подача балки в зону сверления осуществляется при помощи специального захвата, установленного на входном рольганге. Захват перемещается по направляющим при помощи зубчатой передачи (Рисунок 1).
- Станок комплектуется промышленными редукторами SEW производства Германия.
- Для измерения продольного перемещения балки применена система энкодерных датчиков в сервоприводе, установленном на захвате, позволяющая исключить не точность позиционирования в данном направлении.
- Основная станина представляет собой конструкцию из двух поперечных и четырех продольных опор, обеспечивающую высокую прочность и надежность в работе и креплении навесного оборудования.
- Управление и контроль над рабочим процессом осуществляется с одного пульта управления. Задание программы, а также отображение всего рабочего процесса осуществляется с компьютера, с установленным на него специальным программным обеспечением, работающего под операционной системой Microsoft Windows® XP Embedded. Программа для выполнения сверления, может быть составлена как непосредственно на рабочем месте, так и загружена из персонального компьютера систем CAD/CAM, таких как «AutoCAD», «КОМПАС» и др. (файл формата .DXF).
- В оборудовании предусмотрена система сохранения последних рабочих данных при аварийном отключении электроэнергии.

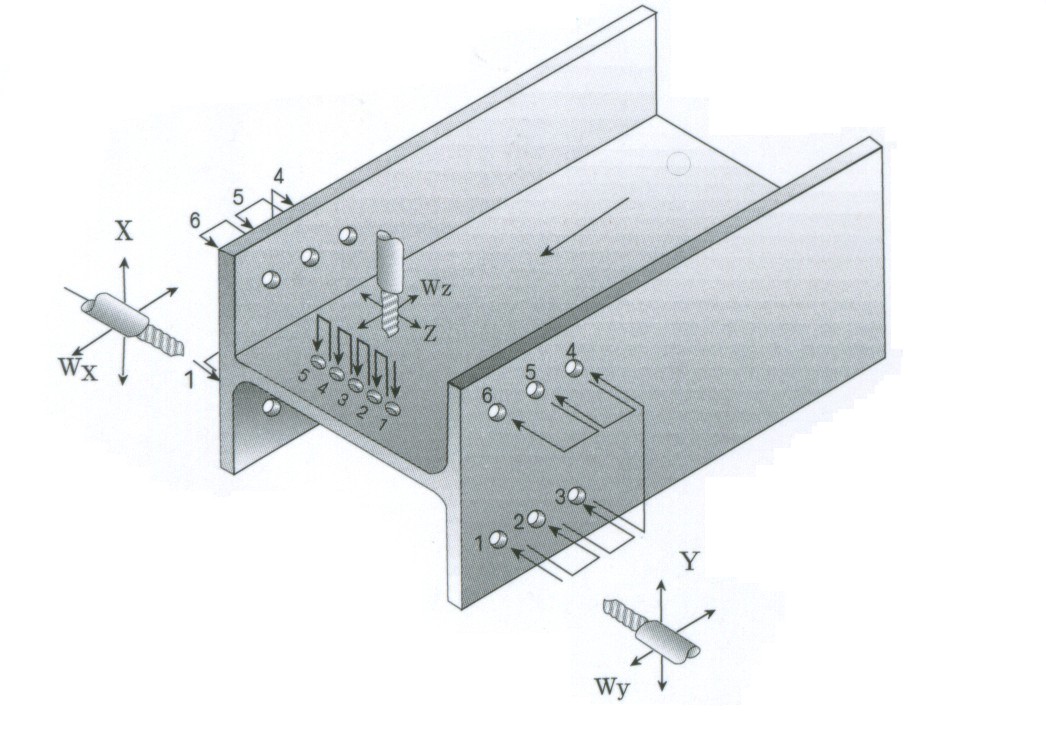
 На сверлильном станке установлены 3 сверлильные головки: две в горизонтальной плоскости и одна в вертикальной. Станок осуществляет программный контроль по шести степеням свободы.
На сверлильном станке установлены 3 сверлильные головки: две в горизонтальной плоскости и одна в вертикальной. Станок осуществляет программный контроль по шести степеням свободы.
Три оси под управлением ЧПУ (высота изделия, ширина изделия, расстояние между отверстиями); три блока управления ходом сверла (глубина сверления); три блока управления частотой вращения шпинделя сверлильных головок. Все операции на сверлильном станке производятся автоматически, после ввода данных о размерах заготовки в компьютер системы ЧПУ.
Механизм слежения сверлильного станка позволяет точно измерять продольное перемещение заготовки, что обеспечивает высокую точность позиционирования отверстий.
Скорость вращения шпинделя сверлильного станка и скорость подачи сверла имеют бесступенчатую регулировку. Обе скорости можно быстро установить в зависимости от обрабатываемого материала и диаметра отверстия. Механизм подачи сверла обеспечивает следующие режимы работы: высокая скорость подачи, рабочая скорость и быстрый возврат шпинделей.
Все основные компоненты сверлильного станка, такие как направляющие, серводвигатели, пневматические элементы и гидравлическая система - от известных мировых производителей, что обеспечивает надежность и долгий срок службы оборудования. Со сверлильным станком поставляется дополнительное оборудование, включающее 12-ти метровые входные и выходные рольганговые пути, боковой направляющий механизм и блок поперечного выравнивания двутавровой балки на рольганге.

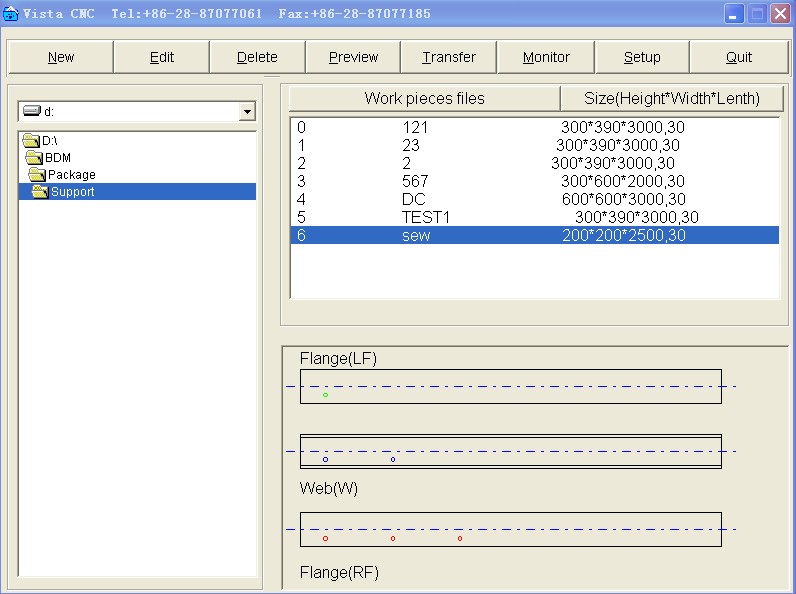
Управление всем процессом производится с пульта управления системы ЧПУ. Задание программы, а также отображение всего рабочего процесса осуществляется с промышленного компьютера, с установленным на него специальным программным обеспечением BDM (version 2.0) (Рисунок 4), работающего под операционной системой Microsoft Windows® XP Embedded.
Программа для выполнения сверления, может быть составлена как непосредственно на рабочем месте, так и загружена из персонального компьютера систем CAD/CAM, таких как «AutoCAD», «КОМПАС» и др. (файл формата .DXF). Доступ через локальную сеть и порт USB для загрузки программ обработки заготовок и обновлений. Встроенные справочная система и подсказки по оптимизации сверления по требованию обеспечивают повышение производительности станка и улучшение продуктивности всего процесса.





Основные технические характеристики
|
Наименование параметра |
Единица измерения |
Величина |
Модель BDM1050 |
Примечания |
|
Параметры обрабатываемой заготовки |
Максимальная высота стенки |
мм |
1000 |
|
|
Минимальная высота стенки |
мм |
200 |
||
|
Максимальная ширина полки |
мм |
500 |
||
|
Минимальная ширина полки |
мм |
75 |
||
|
Минимальная толщина полки |
мм |
40 |
||
|
Минимальная толщина стенки |
мм |
32 |
||
|
Максимальная длина |
мм |
12000 |
||
|
Минимальная длина |
мм |
3000 |
||
|
Максимальный вес |
кг |
10000 |
||
|
Шпиндель |
Количество шпинделей |
шт |
3 |
Один для каждого направления |
|
Диапазон скорости сверления для каждого шпинделя |
об/мин |
180~650 |
Скорость регулируется методом преобразования частоты |
|
|
Скорость максимальной подачи |
мм/мин |
1000 |
||
|
Скорость рабочей подачи |
мм/мин |
20~200 |
||
|
Проходка для каждого шпинделя |
мм |
240/180 |
||
|
Максимальный диаметр выполняемых отверстий по вертикальной оси |
мм |
Ø12~33.5 |
Ø40 |
|
|
Максимальный диаметр выполняемых отверстий по горизонтальным осям |
мм |
Ø12~31.5 |
Ø40 |
|
|
Мощность каждого шпинделя |
кВт |
4.0 |
2\1 |
|
|
Направления движения |
Направление верхней части Z (горизонтальное направление), мм |
40~920 |
||
|
Направление неподвижного края X (вертикальное направление), мм |
30~470 |
|||
|
Направление подвижного края Y (вертикальное направление), мм |
30~470 |
|||
|
Тип зажима сверлильной головки |
Конус Морзе |
2#, 3#, 4# |
||
|
Фиксатор обрабатываемой заготовки |
Сила горизонтального фиксатора |
кН |
15.0 |
|
|
Сила вертикального фиксатора |
кН |
6.0 |
||
|
Мощность двигателя |
Подача |
кВт |
2.7 |
1 |
|
Шпиндель |
кВт |
4.0 |
2\1 |
|
|
Сервосистема для оси X верхней части |
кВт |
1.0 |
1 |
|
|
Сервосистема для оси Z левой части |
кВт |
1.5 |
1 |
|
|
Сервосистема для оси Z правой части |
кВт |
1.5 |
1 |
|
|
Гидравлическая/охлаждающая система |
кВт |
2.2/0.12 |
1 |
|
|
Суммарная мощность |
кВт |
25 |
||
|
Точность обработки |
Погрешность расстояния между соседними отверстиями |
мм |
±0.5 |
|
|
Погрешность расстояния между произвольно взятыми отверстиями |
мм |
±0.1/10000 |
||
|
Система охлаждения |
Давление сжатого воздуха |
мПа |
0.4~0.6 |
|
|
Объем бака |
л |
80 |
||
|
Габаритные размеры (Д×Ш×В) |
мм |
4730×2080×3130 |
||
|
Общий вес |
Основная часть станка |
кг |
6000 |
|

Основные элементы и узлы
|
№ |
Наименование |
Модель, размеры |
Количество |
Производитель |
|
1 |
Линейная направляющая |
HGW45 |
2 |
HIWIN (Тайвань) |
|
2 |
Линейная направляющая |
HGH35 |
2 |
|
|
3 |
Линейная направляющая |
HGH35 |
4 |
|
|
4 |
Шарико-винтовая передача |
KGT-D3205 |
2 |
NEFF (Германия) |
|
5 |
Шарико-винтовая передача |
KGT-D3205 |
1 |
|
|
6 |
Насос гидравлической системы |
VCM-DF-30C-30C-10 |
1 |
CAMEL (Тайвань) |
|
7 |
Двигатель масляного насоса |
2.25кВт |
1 |
SYUNTSEH (Тайвань) |
|
8 |
Электромагнитный клапан |
WDHE-0631/2-P24DC |
5 |
ATOS (Италия) |
|
9 |
Контрольный клапан |
WHR-011 |
2 |
|
|
10 |
Электромагнитный клапан |
WDHE-0711-N24DC |
5 |
|
|
11 |
Дроссель |
MTP-02PK |
2 |
KOMPASS (Тайвань) |
|
12 |
Клапан регулятора |
DHQ 013/C/I IX24DC |
3 |
ATOS (Италия) |
|
13 |
Серводвигатель |
P60B |
2 |
SANYO (Япония) |
|
14 |
Серводвигатель |
P60B (с тормозом) |
2 |
|
|
15 |
Редуктор |
RF Серия |
3 |
SEW (Германия) |
|
16 |
Преобразователь |
EV1000-4T0055G |
1 |
EMERSON (Америка) |
|
17 |
Преобразователь |
EV1000-4T0037G |
2 |
|
|
18 |
Промышленный LCD-дисплей |
X121Q |
1 |
HUBEI RUIFENG (Китай) |
|
19 |
Промышленный компьютер |
Стандарт |
1 |
LENOVO (Китай) |
|
20 |
Программно-логический контроллер |
Q00CPU |
1 |
MITSUBISHI (Япония) |
|
21 |
Энкодер |
OVW2-25-2MD |
2 |
NEMICON (Япония) |
|
22 |
Фотоэлектрический датчик |
QS18VN6EB |
4 |
TURCK (Германия) |
|
23 |
Сенсорные переключатели |
N15-G12-AN6X |
19 |
Список поставки оборудования
|
Перечень |
Наименование |
Количество |
|
|
Список оборудования |
Основное оборудование |
1 комплект |
|
|
Шпиндельный модуль вращения |
3 штуки |
||
|
Блок поперечного выравнивания заготовки (установлен на станке) |
1 комплект |
||
|
Боковой механизм подачи заготовки |
1 штука |
||
|
Система охлаждения под давлением (распыление) |
1 комплект |
||
|
Электрический шкаф управления (включая ЧПУ) |
1 комплект |
||
|
Гидравлическая станция (установлена на станке) |
1 комплект |
||
|
Запасные части станка (прилагается список) |
1 комплект |
||
|
Техническая документация |
Прилагаемые документы |
Инструкция по эксплуатации станка |
1 копия |
|
Сертификат соответствия |
1 копия |
||
|
Приобретенные части |
Инструкция по эксплуатации редуктора SEW |
1 копия |
|
|
Инструкция по эксплуатации преобразователя EMERSON |
1 копия |
||
|
Инструкция по эксплуатации промышленного компьютера |
1 копия |
||
|
Прикладное программное обеспечение |
Драйверы промышленного компьютера |
1 диск |
|
|
Резервное копирование программного обеспечения блока управления |
1 диск |
||
Стоимость оборудования
В стоимость включен шефмонтаж, наладка, обучение, гарантийное и техническое обслуживание (12 месяцев).
Страна производитель: КНР.
Объем поставки: 1×40-футовый контейнер.
Порядок расчетов
- 50% - авансовый платеж в течение 5 банковских дней с момента подписания Договора.
- 45% - в течение 5 банковских дней с момента письменного уведомления об окончании изготовления оборудования заводом-изготовителем и готовности его оправки на станцию назначения с предоставлением электронной копии товарно-транспортных документов (дубликат накладной) и сертификата происхождения форма «А», заверенных подписью и печатью Поставщика.
- 5% - после завершения пусконаладочных работ и подписания акта ввода в эксплуатацию и приемки оборудования по качеству.
Срок поставки
60 календарных дней с момента получения авансового платежа.