


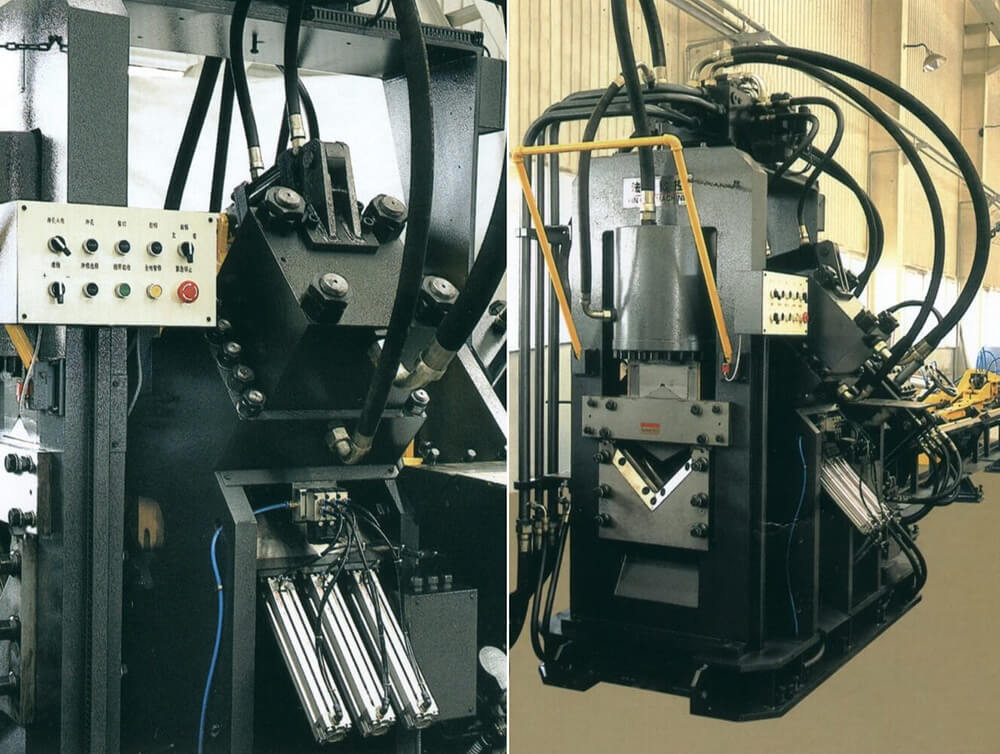
Автоматическое оборудование для пробивки представляет собой законченный комплекс по обработке углового проката, который включает в себя одновременную пробивку трех различных отверстий на обеих полках, маркировку углового проката, а также его резку на необходимую длину.
Максимальное усилие для пробивки отверстий в угловом прокате составляет 100 тонн. Максимальное усилие для маркировки углового проката составляет 80 тонн. Максимальное усилие для резки углового проката составляет 140 тонн.
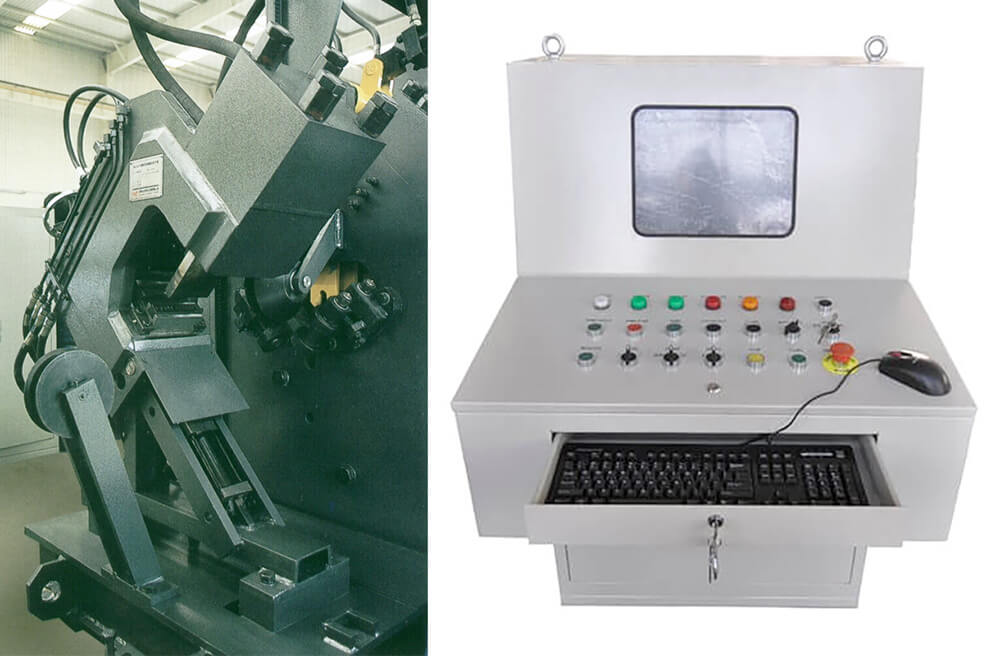
Весь процесс обработки углового проката производится автоматически после ввода оператором необходимых размеров заготовки в компьютер системы числового программного управления. Управление и контроль над рабочим процессом осуществляется с пульта управления.
Задание программы, а также отображение всего рабочего процесса осуществляется с промышленного компьютера, с установленным на него специальным программным обеспечением, работающего под операционной системой Microsoft® Windows® 7 Embedded. Программа может быть составлена как непосредственно на рабочем месте, так и загружена из персонального компьютера систем CAD/CAM, таких как «AutoCAD», «КОМПАС» и др. (файл формата .dwg, .dxf). Доступ через локальную сеть и порт USB для загрузки программ обработки заготовок и обновлений.
В оборудовании для пробивки предусмотрена система сохранения последних рабочих данных при аварийном отключении электроэнергии. Встроенные справочная система и подсказки по оптимизации рабочего процесса обеспечивают повышение производительности оборудования и улучшение продуктивности всего процесса.
Матрицы и пуансоны при необходимости могут быть быстро и удобно заменены. Для выбора штампа, прижима заготовки, перемещения прижима, загрузки заготовок и выгрузки деталей в данном оборудовании используется сжатый воздух. Такие элементы как пневматические цилиндры, электромагнитные и пневматические клапаны, поставляются известными в этой области иностранными производителями. Установленный на станке нож с двойным лезвием обеспечивает хорошее качество реза. Для более точного позиционирования движение входящего углового проката управляется с помощью серводвигателей и фотоэлектрических датчиков. Для маркировки заготовки на оборудовании могут использоваться четыре программируемых и выбираемых блока символов.
Устройство
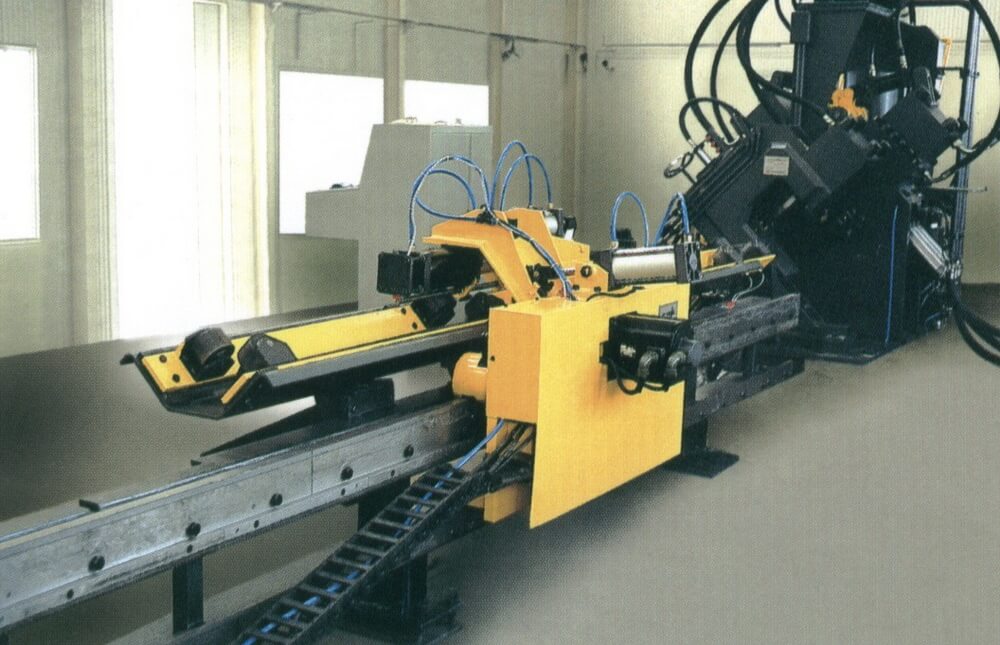
Оборудование состоит из входного конвейера с поперечным накопителем, механизма подачи и фиксации заготовки, основной станины, механизма подачи перфорационного устройства, блока резки, механизма маркировки, выходного конвейера с разгрузочным механизмом, гидравлической системы с системой охлаждения, системы электрооборудования с системой числового программного управления.
- Подача заготовки осуществляется с поперечного накопителя, при помощи захватов заготовка укладывается в желоб входного конвейера. Захваты при помощи мотор - редуктора через звездочки по цепи могут доставлять уложенный на поперечный накопитель угловой прокат до пути для заготовки.
- Путь для заготовки состоит из роликов, опор и приводной рейки. Подающая тележка, которая движется по приводной рейке, пути для заготовки состоит из зажима, зажимного цилиндра, колебательного цилиндра, амортизационного цилиндра, серводвигателя и кодировщика. Входной конвейер состоит из подводящей и тестовой лент, приводной рейки подающей тележки и V-образной дорожки качения. Зажим для углового проката совместим с подающей тележкой, работающей посредством серводвигателя адаптивного управления. На входном конвейере установлен автоматический прибор для измерения длины углового проката. Устанавливается заготовка в угловом положении и зажимается, далее по инструкции промышленного компьютера заготовка поступает в основную часть оборудования на выполнение конкретной операции.
- Основная часть оборудования состоит из: зажимной, маркировочной, пробивной и отрезной областей. Один комплект маркировочного устройства с четырьмя сменными блоками символов. Один комплект перфорационного устройства с шестью держателями матриц/пуансон. Один комплект отрезного устройства с установленным ножом с двумя лезвиями.
- Обработанное изделие с выходного конвейера при помощи разгрузочного механизма переворачивается и устанавливается на полки.
- Гидравлическая система используется для пробивки отверстий, маркировки, резки и перемещения углового проката. Гидравлическая система состоит из фильтра тонкой очистки на высоком давлении, ресивера, охладителя, системы слежения за давлением, температурой и уровнем жидкости.
- Шкаф электроуправления с системой числового программного управления для контроля всего вышеперечисленного оборудования.
Особенности
- Специальное программное обеспечение, выполняющее управление за контролем над операциями и неисправностями.
- Программно - логический контроллер, блок числового программного управления на 3 оси, а также 3-х осевой серводвигатель, значительно повышают надежность и точность системы.
- Произвольное распределение отверстий, простота в управлении.
- Отображение процесса работы и причины неисправности на экране промышленного компьютера.
- Промышленный компьютер выполняет все основные функции: устанавливает размеры входящей заготовки, выводит на экран чертежи заготовок, автоматически создает программы обработки заготовки, отображает сведения о позиционировании, предупреждает о сбоях в процессе работы.
- Замкнутая рама обеспечивает высокую прочность и долговечность.
- Подача заготовки осуществляется приводом серводвигателя с числовым программным управлением.
- Все наиболее важные комплектующие производства передовых интернациональных компаний.
- Такие элементы как пневматические цилиндры, электромагнитные и пневматические клапаны, поставляются известными в этой области иностранными производителями.
- Надежная и современная гидравлическая система.
- Простота и надежность в эксплуатации.
Основные технические характеристики
|
Параметры / Модель |
HLK TBL2020 |
|
|
Функции оборудования |
пробивка, маркировка и резка |
|
|
Размер углового проката, мм |
63×63×4~200×200×20 |
|
|
Максимальные диаметр отверстия и толщина металла, мм |
Ø25.5×20* |
|
|
Номинальное усилие пробивки, кН |
1000 |
|
|
Номинальное усилие маркировки, кН |
800 |
|
|
Номинальное усилие резки, кН |
1400 |
|
|
Максимальная длина углового проката, мм |
14000 |
|
|
Количество пуансонов на каждой стороне, шт. |
3 |
|
|
Количество блоков символов маркировки, шт. |
4 |
|
|
Размер символа маркировки, мм |
14×10 |
|
|
Способ резки |
резка ножом с двойным лезвием |
|
|
Количество управляемых ЧПУ осей |
3 (X, Y, Z) |
|
|
Скорость позиционирования по оси X, м/мин. |
40 |
|
|
Скорость позиционирования по оси Y, м/мин. |
3 |
|
|
Скорость позиционирования по оси Z, м/мин |
3 |
|
|
Точность позиционирования по осям X, Y, Z, мм |
±0.1 |
|
|
Точность обработки |
в соответствии со стандартом GB2694-81 |
|
|
Гидравлическая система |
Мощность двигателя, кВт |
33 |
|
Рабочее давление насоса высокого давления, мПа |
23 |
|
|
Рабочее давление насоса низкого давления, мПа |
5~6 |
|
|
Объем бака, л |
900 |
|
|
Пневматическая система |
Максимальное рабочее давление, мПа |
0.6 |
|
Минимальное рабочее давление, мПа |
0.5 |
|
|
Электропитание |
3-фазы, переменный ток, 380В±10%, 50Гц |
|
|
Общая мощность, кВт |
45 |
|
|
Вес оборудования, кг |
17000 |
|
|
Габаритные размеры, (Д×Ш×В), мм |
32000×7500×2650 |
|
* Сталь конструкционная углеродистая обыкновенного качества (Ст3) в соответствии со стандартом GB/T700-1988. Сталь конструкционная низколегированная (17ГС) в соответствии со стандартом GB/T1591-1994. Размерный допуск и кривизна в соответствии со стандартом GB9787-1988.

|
Перечень |
Наименование |
Количество |
|
|
Список оборудования |
Основная часть оборудования (включает модуль пробивки отверстий, модуль маркировки, модуль резки, блок управления) |
1 комплект |
|
|
Входной (подающий) конвейер с автоматическим устройством зажима и подачи заготовки |
14 метров |
||
|
Выходной (приемный) конвейер с пневматическим приводом для разгрузки изделий |
12 метров |
||
|
Гидравлическая станция (включает гидравлические трубки и шланги) |
1 комплект |
||
|
Шкаф электроуправления (включает контрольную панель с плоским цветным TFT экраном и систему числового программного управления) |
1 комплект |
||
|
Запасные части станка |
1 комплект |
||
|
Техническая документация |
Прилагаемые документы |
Инструкция по эксплуатации станка |
1 копия |
|
Прикладное программное обеспечение |
Драйверы промышленного компьютера |
1 диск |
|
|
Резервное копирование программного обеспечения промышленного компьютера |
1 диск |
||
Стоимость оборудования
В стоимость включен шефмонтаж, наладка, обучение, гарантийное и техническое обслуживание 12 месяцев.
Страна производитель - КНР.
Объем поставки: 1×40-футовый контейнер.
Порядок расчетов
- 50% - авансовый платеж в течение 5 банковских дней с момента подписания Договора.
- 45% - в течение 5 банковских дней с момента письменного уведомления об окончании изготовления оборудования заводом-изготовителем и готовности его оправки на станцию назначения с предоставлением электронной копии товарно-транспортных документов (дубликат накладной) и сертификата происхождения форма «А», заверенных подписью и печатью Поставщика.
- 5% - после завершения пусконаладочных работ и подписания акта ввода в эксплуатацию и приемки оборудования по качеству.
Срок поставки
30 календарных дней с момента получения авансового платежа. (Итого 70)