


ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК представляет собой перемещающуюся по линейным направляющим портальную конструкцию (CDMP Series) с расположенной на ней скользящей силовой головки (1 Head), а также станины с неподвижным рабочим столом (2000×1000мм) под управлением системы ЧПУ (CNC). Станок предназначен для сверления отверстий в листовом металлопрокате, трубных досках, перегородках по заданной программе, спиральным резцом из высоколегированной стали. Задание программы, а также отображение всего рабочего процесса осуществляется с промышленного компьютера, с установленным на нем специальным программным обеспечением VISTA_CDMP2010, работающим под операционной системой Microsoft Windows® XP Embedded. Программа для выполнения сверления, может быть составлена как непосредственно на рабочем месте, так и загружена из персонального компьютера (PC) систем CAD/CAM, таких как «AutoCAD», «КОМПАС» и других САПР (файл формата .DXF). Для сокращения времени замены инструмента в оборудовании применена система быстросменного патрона.

Под оборудование устанавливается конвейерная система для удаления стружки, со встроенной в нее емкостью для сбора смазочно-охлаждающей жидкости (СОЖ), что позволяет уменьшить расход охлаждающей жидкости. Станок удобен и прост в управлении, обеспечивает высокое качество обработки, отличается высокой степенью автоматизации, стабильностью работы. При изготовлении данного станка используются импортные оригинальные запчасти, что повышает надежность, безопасность, а также имеет высокую степень взаимозаменяемости узлов и деталей, придает станку удобство в обслуживании и ремонте. Применяемая система числового программного управления, импортный оригинальный промышленный комплекс управления. Отличается высокой степенью защиты от случайных воздействий. Таким образом, гарантируется стабильность работы в зоне мощных высокочастотных воздействий.
Особенности
По структуре: Данный станок состоит из станины, рабочего стола, подвижного портала, скользящей силовой головки, системы числового программного управления, автоматической системы удаления стружки (шнековый конвейер), циркуляционной охлаждающей системы, гидравлической станции и системы электроуправления.
Основная станина и подвижный портал сварной конструкции, прошедшие термообработку для снятия внутренних напряжений, обеспечивают высокую точность и долговечность. На поверхности рабочего стола имеются подпорные ленты с Т-образным пазом для закрепления обрабатываемых заготовок. Ось X: Механизм привода портала состоит из серводвигателя переменного тока, синхронных колес и шарового винта, а также направляющей плиты и рельса. Ось Y: С передней стороны подвижного портала установлены две рейки, по которым скользит силовая головка, управляемая системой числового программного управления. Серводвигатель передвигает силовую головку по оси Y, с высокой точностью позиционирования через шаровую гайку. Ось Z: Вертикальная подача силовой головки осуществляется через серводвигатель, синхронную ленту, синхронное колесо, редуктор и вертикальный шаровой винт. При удаленном расстоянии сверла до обрабатываемой детали подача силовой головки быстрая. При близком расстоянии подача силовой головки переходит на заданную скорость. После сверления отверстия силовая головка переходит в отступление. Когда силовая головка со сверлом отходит от заготовки и достигает начального положения, силовая головка со сверлом автоматически передвигается в следующее место для сверления отверстия. Станок имеет функцию сверления не пробивного отверстия, снятия фаски, автоматического удаления стружки и сбора смазочно-охлаждающей жидкости. Для сокращения времени замены инструмента в оборудовании применена система быстросменного патрона. Система электроуправления состоит из следующих узлов: система ЧПУ, серводвигатели переменного тока, программируемый логический контроллер (ПЛК). Система электроуправления c ЧПУ управляет осями X,Y и Z (в том числе ось X синхронная с осями Y,Z подвижного портала). Станок комплектуется промышленными редукторами SEW производства Германия.
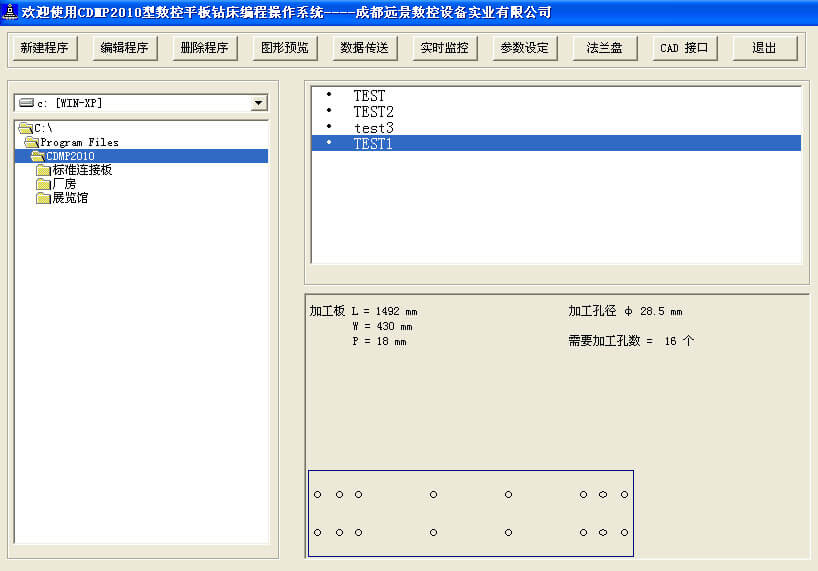
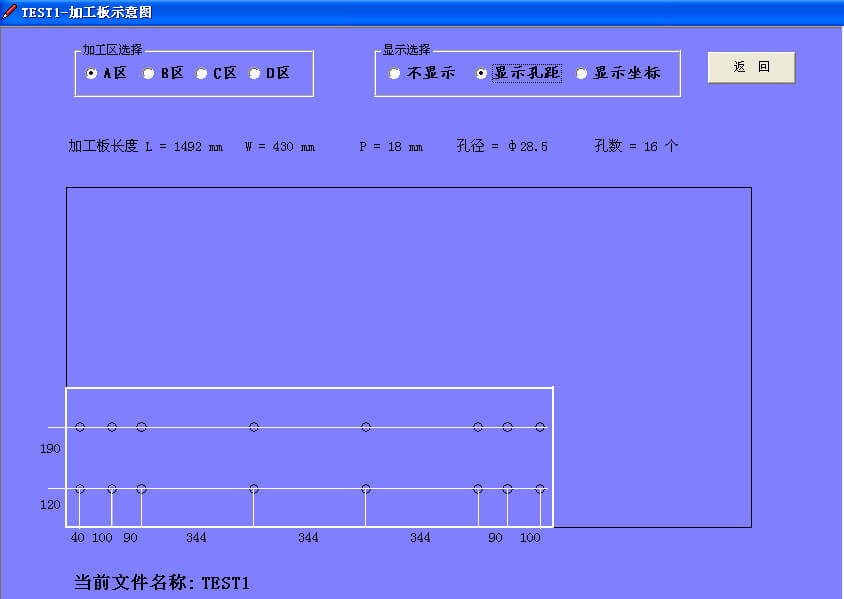
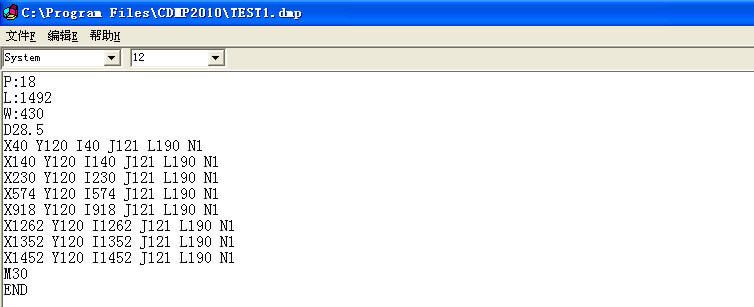
По функциональности: Рабочий стол сверлильного станка разбит на четыре независимые зоны A, B, C, D (Рисунок 2), что позволяет выполнять сверление различных программ, а также производить снятие и установку заготовок не останавливая текущий процесс сверления. Управление всем процессом производится с пульта управления системы ЧПУ. Задание программы, а также отображение всего рабочего процесса осуществляется с промышленного компьютера, с установленным на него специальным программным обеспечением VISTA_CDMP2010 (Рисунок 1), работающего под операционной системой Microsoft Windows® XP Embedded. Программа для выполнения сверления, может быть составлена как непосредственно на рабочем месте, так и загружена из персонального компьютера систем CAD/CAM, таких как «AutoCAD», «КОМПАС» и др. (файл формата .DXF). Доступ через локальную сеть и порт USB для загрузки программ обработки заготовок и обновлений. Встроенные справочная система и подсказки по оптимизации сверления по требованию обеспечивают повышение производительности станка и улучшение продуктивности всего процесса. Централизованная система смазки. Галогенная лампа освещения зоны сверления. Автоматическая система удаления стружки: Можно установить определенную глубину сверления на экране системы ЧПУ, при достижении которой сверло поднимается в начальное положение и стружка удалится из отверстия. Можно установить время и цикличность удаления стружки. Станок имеет удобную и наглядную функцию предварительной тренировки и повторной проверки. В оборудовании предусмотрена система сохранения последних рабочих данных при аварийном отключении электроэнергии.



Основные технические характеристики
|
Параметры |
CDMP2010 |
|
|
Максимальный размер обрабатываемой заготовки (Д×Ш), мм. |
Для 1-ой детали |
2000×1000 |
|
Для 2-х деталей |
1000×1000 |
|
|
Для 4-х деталей |
1000×500 |
|
|
Максимальная толщина заготовки, мм. |
80 |
|
|
Минимальный диаметр сверления, мм. |
Ø15 |
|
|
Максимальный диаметр сверления, мм. |
Ø50 |
|
|
Главный шпиндель |
Тип посадочного отверстия сверла |
Конус Морзе №4 |
|
Скорость вращения, об/мин. |
130~560 (регулировка бесступенчатая) Плавное изменение скорости преобразователем частоты |
|
|
Рабочий ход шпинделя, мм. |
180 |
|
|
Способ подачи |
Подача гидравлическая. Скорость подачи изменяется бесступенчато, с помощью клапана, регулирующего скорость |
|
|
Скорость подачи, мм/мин. |
20~200 |
|
|
Мощность сервопривода, кВт. |
5 |
|
|
Точность на позиционирование |
0.10 мм/общая длина |
|
|
повторная 0.05 мм/общая длина |
||
|
Область позиционирования |
Ось Х, мм. |
20~2020 |
|
Ось Y, мм. |
20~1000 |
|
|
Ось Z, мм. |
0~180 |
|
|
Гидравлический зажим заготовки |
Толщина заготовки для зажима, мм. |
15~80 |
|
Количество прижимных цилиндров, шт. |
12 |
|
|
Усилие зажима, кН. |
7.5 |
|
|
Гидравлическая система |
Максимальное давление, МПа. |
6 |
|
Рабочее давление, МПа. |
5 (50 кгс/см2) |
|
|
Емкость бака, л. |
100 |
|
|
Система смазочно-охлаждающей жидкости |
Метод подачи потока |
Автоматический цикл |
|
Емкость бака, л. |
120 |
|
|
Мощность |
Привод шпинделя, кВт. |
4 |
|
Насос гидравлической системы, кВт. |
2.2 |
|
|
Насос системы охлаждения, кВт. |
0.25 |
|
|
Сервопривод по оси Х, кВт. |
1.5 |
|
|
Сервопривод по оси Y, кВт. |
1.0 |
|
|
Привод механизма удаления стружки, кВт. |
0.2 |
|
|
Общая мощность, кВт. |
12 |
|
|
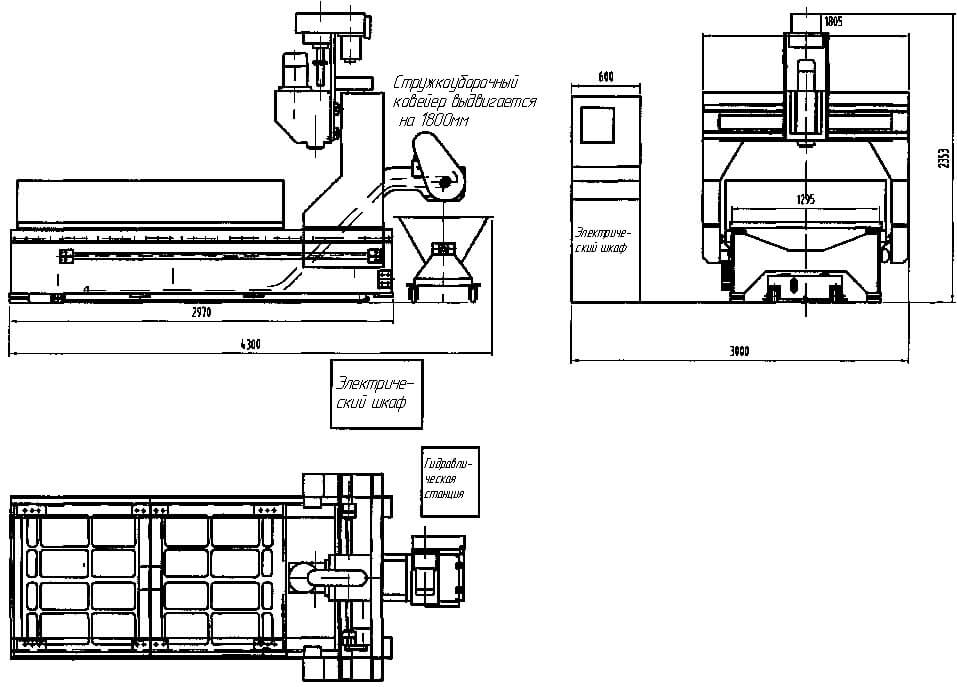
Габаритные размеры, (Д×Ш×В), мм. |
4300×1950×2353 |
|
|
Вес, кг. |
Станина станка |
4800 |
|
Механизм удаления стружки |
200 |
|
Рабочие характеристики станка
|
Рабочие характеристики |
Значения параметров |
|
|
№ оси привода |
X,Y и Z (одновременное приведение в действие по осям X и Y) |
|
|
Минимальное перемещение |
оси X и Y: по оси Z 0.01мм Z: 0.1мм |
|
|
Диапазон установки |
ось X |
20мм~2030мм |
|
ось Y |
20мм~980мм |
|
|
ось Z |
Макс. 180мм |
|
|
Макс. скорость перемещения |
8000 мм/мин |
|
Основные элементы и узлы
|
№ |
Наименование |
Модель, размеры |
Количество |
Производитель |
|
1 |
Линейная направляющая |
HGW35 |
2 |
HIWIN (Тайвань) |
|
2 |
Линейная направляющая |
HGW45 |
2 |
|
|
3 |
Шарико-винтовая пара |
KGT-D4010 |
1 |
NEFF (Германия) |
|
4 |
Шарико-винтовая пара |
KGT-D4010 |
1 |
|
|
5 |
Насос гидравлической системы |
VCM-SF-30C-20-T |
1 |
CAMEL (Тайвань) |
|
6 |
Двигатель гидравлической системы |
2.2кВт |
1 |
SYUNTSEH (Тайвань) |
|
7 |
Электромагнитный клапан |
WDHE-0631/2-P24DC |
3 |
ATOS (Италия) |
|
8 |
Контрольный клапан |
WHR-011 |
3 |
|
|
9 |
Электромагнитный клапан |
DHI-0711-IX24DC |
1 |
|
|
10 |
Клапан регулятора |
DHQ 013/C/I-IX24DC |
1 |
ATOS (Италия) |
|
11 |
Серводвигатель |
P60B13100 |
2 |
SANYO (Япония) |
|
12 |
Серводвигатель |
RSIA03AA (с тормозом) |
2 |
|
|
13 |
Редуктор |
RF77 |
1 |
SEW (Германия) |
|
14 |
Преобразователь |
EV1000-4T0055G |
1 |
EMERSON (Америка) |
|
15 |
Программно-логический контроллер |
FXIN-60MT |
1 |
MITSUBISHI (Япония) |
|
16 |
Сенсорные переключатели |
NI5-Q18-AN6X |
2 |
TURCK (Германия) |
|
17 |
Сенсорные переключатели |
NI5-Q18-RN6X |
4 |
|
|
18 |
Сенсорные переключатели |
NI5-G12-AN6X |
2 |
|
|
19 |
Кнопки |
все |
SCHNEIDER (Франция) |
|
|
20 |
Электрические компоненты (низкого давления) |
RXL2A12B RX2E1M2C |
все |
SCHNEIDER (Франция) |
Список поставки оборудования
|
Перечень |
Наименование |
Количество |
|
|
Список оборудования |
Основное оборудование |
1 комплект |
|
|
Главный шпиндель (Конус Морзе №4) |
1 штука |
||
|
Электрический шкаф управления (включая ЧПУ) |
1 комплект |
||
|
Гидравлическая станция |
1 комплект |
||
|
Автоматический транспортер для удаления стружки (включая короб - тележку) |
1 комплект |
||
|
Запасные части станка (прилагается список) |
1 комплект |
||
|
Техническая документация |
Прилагаемые документы |
Инструкция по эксплуатации станка |
1 копия |
|
Сертификат соответствия |
1 копия |
||
|
Приобретенные части |
Инструкция по эксплуатации редуктора SEW |
1 копия |
|
|
Инструкция по эксплуатации преобразователя EMERSON |
1 копия |
||
|
Инструкция по эксплуатации промышленного компьютера |
1 копия |
||
|
Прикладное программное обеспечение |
Драйверы промышленного компьютера |
1 диск |
|
|
Резервное копирование программного обеспечения блока управления |
1 диск |
||

В стоимость включен шефмонтаж, наладка, обучение, гарантийное и техническое обслуживание 12 месяцев.
Страна производитель - КНР.
Порядок расчетов
- 50% - авансовый платеж в течение 5 банковских дней с момента подписания Договора.
- 45% - в течение 5 банковских дней с момента письменного уведомления об окончании изготовления оборудования заводом-изготовителем и готовности его оправки на станцию назначения с предоставлением электронной копии товарно-транспортных документов (дубликат накладной) и сертификата происхождения форма «А», заверенных подписью и печатью Поставщика.
- 5% - после завершения пусконаладочных работ и подписания акта ввода в эксплуатацию и приемки оборудования по качеству.
Срок поставки
45 календарных дней с момента получения авансового платежа.