

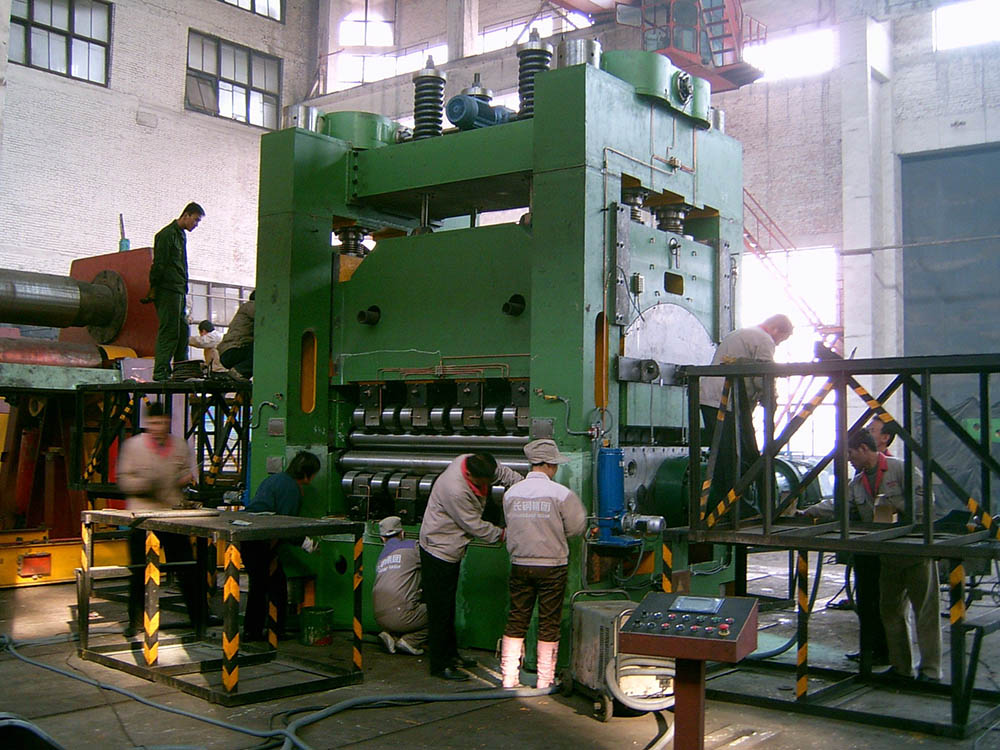
Станок предназначен для правки листового металла путем холодной прокатки. Принцип правки заключается в многократном перегибе заготовки семью валками станка, после которого, принимая во внимание свойства упругости листового металла, происходит постепенное исправление первоначальных неровностей. Применяется в отраслях металлургии, производстве строительных материалов, химической и легкой промышленностях, в кораблестроении, локомотив и вагоностроении, на заводах металлоконструкций.
Технические характеристики:
|
№ |
Параметр |
Ед. изм. |
Значение |
|
1 |
Максимальная толщина |
мм |
40 |
|
2 |
Минимальная толщина |
мм |
8 |
|
3 |
Максимальная ширина |
мм |
2000 |
|
4 |
Предел прочности |
мПа |
350 |
|
5 |
Число правильных роликов |
ролик |
7 |
|
6 |
Число активных роликов |
ролик |
7 |
|
7 |
Диаметр правильных роликов |
мм |
Ø280 |
|
8 |
Расстояние между роликами |
мм |
320 |
|
9 |
Материал правильных роликов |
9Cr2Mo |
|
|
10 |
Диаметр опорных роликов |
мм |
Ø300 |
|
11 |
Число опорных роликов |
ролик |
36 |
|
12 |
Материал опорных роликов |
42CrMo |
|
|
13 |
Скорость правки |
м/мин |
6 |
|
14 |
Рабочий ход верхних роликов |
мм |
-10, +60 |
|
15 |
Скорость движения вниз |
мм/мин |
40 |
|
16 |
Максимальное расстояние колебательного механизма |
мм |
±5 |
|
17 |
Мощность главного двигателя |
кВт |
55 |
|
18 |
Мощность прессовального двигателя |
кВт |
7.5 |
|
19 |
Мощность двигателя колебательного механизма |
кВт |
3 |
|
20 |
Точность правки |
мм/м2 |
1 мм/м2 |
|
21 |
Дисплей |
FRO-FACE (Япония) отображает положение подъема и наклонных моментов рабочих роликов верхнего ряда с точностью 0.1мм и автоматическим запоминанием при выключении. |
|
|
22 |
ПЛК (Программный Логический Контроллер) Система управления |
ORMON CJ1 (Япония) |
|
|
23 |
Система смазки |
Моторизованная, централизованная система смазки для смазочного материала YONGJIA LUBE (КНР) |
|
|
17 |
Электрический контроль |
TE (Германия) низковольтная электрическая часть. FRO-FACE (Япония) сенсорный дисплей. |
Принцип работы
Листоправильный станок W43S-40x2000 предназначен для правки листового металла путем холодной прокатки. Принцип правки заключается в многократном ровном перегибе заготовки семью валками станка, после которого, принимая во внимание свойства упругости листового металла, происходит постепенное исправление первоначальных неровностей.
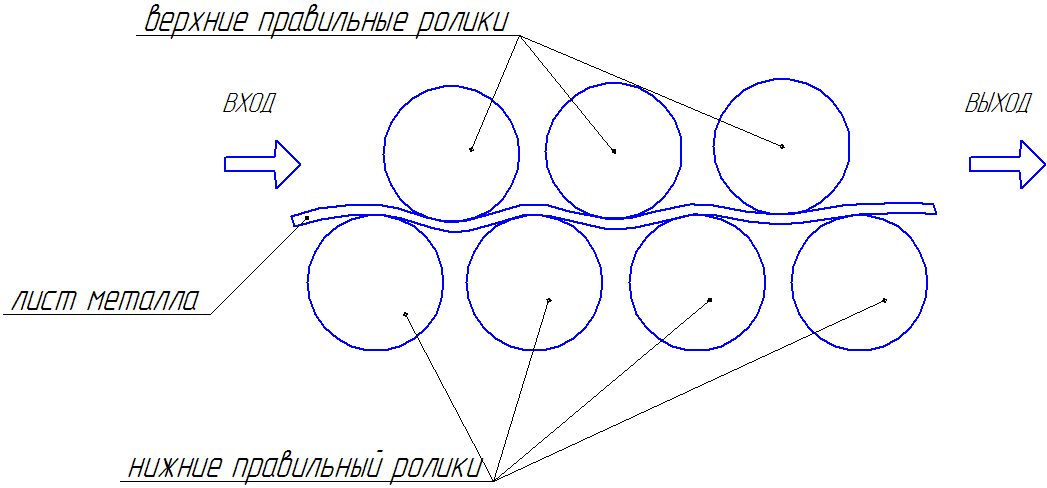
Расстояние между верхними и нижними роликами различно. По мере приближения листового металла к выходу это расстояние увеличивается, что позволяет эффективно произвести правку, и избежать избыточного перегиба. (А1≠А2).
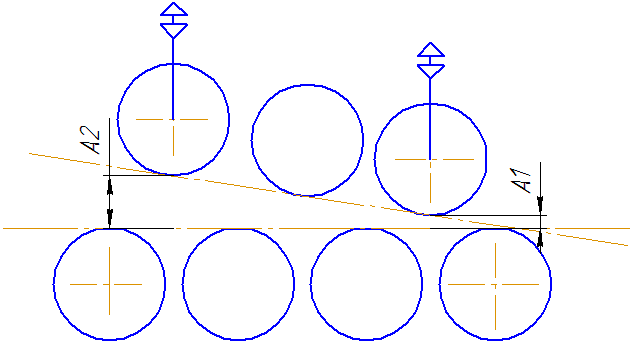
Точность правки достигается только при наибольшей толщине металла. Так как при большой толщине и силы упругости выше.
Устройство станка
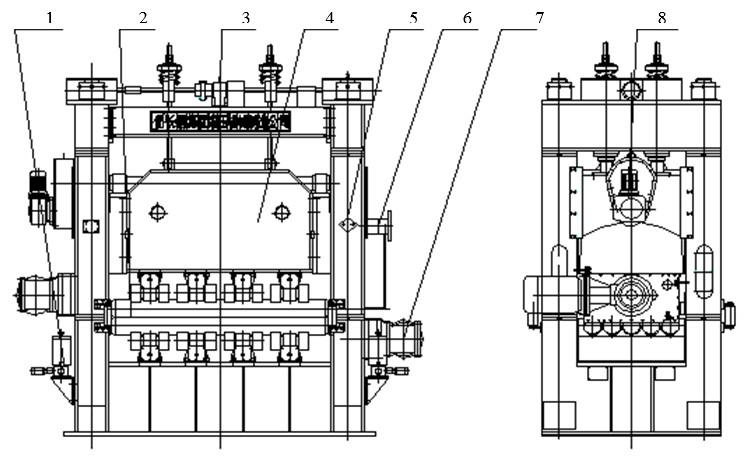
- система смазки;
- правящие валки;
- эксцентриковый механизм;
- подвижная поперечная балка;
- сварная станина;
- механизм контроля настроек;
- двигатель главного движения;
- поворотный механизм.
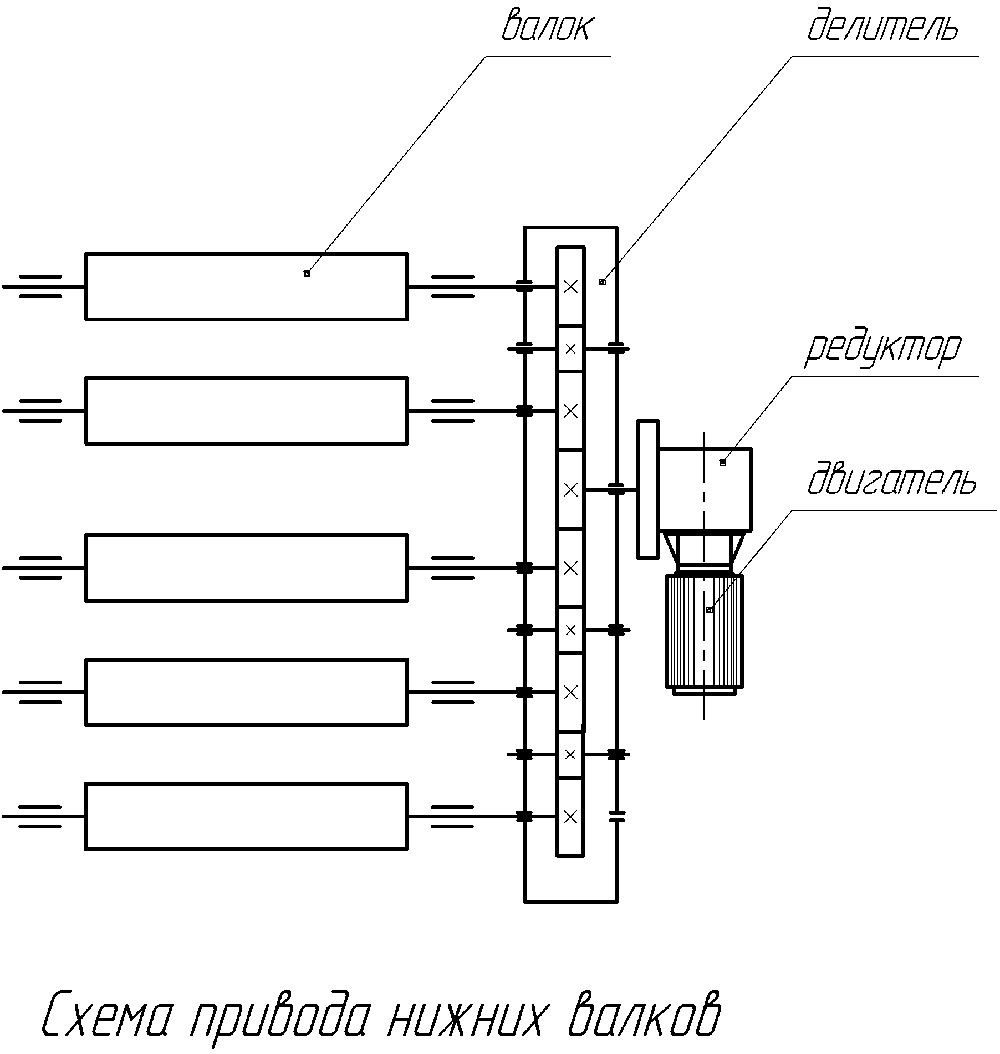
Станина станка стальная, сварная. Для снятия остаточных напряжений произведена нормализация. На станине расположены: приводы правящих валков с редукторами и распределителями, подвижная поперечная балка, механизм изменения угла наклона верхней поперечной балки, приборы контроля за параметрами правки листа, система централизованной смазки основных узлов станка.
Механизм правки закреплён на станине (четыре нижних правящих валка) и на поперечной подвижной балке (три верхних правящих валка). Точность настройки размера правки +/- 0,1мм
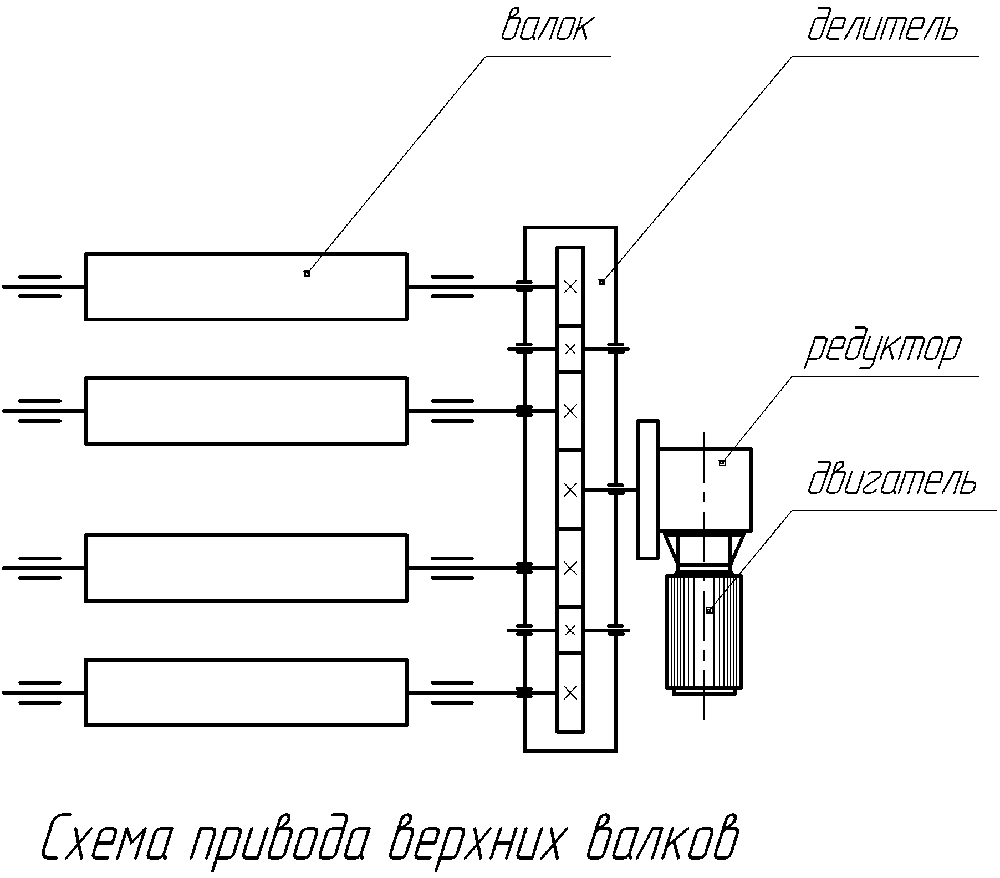
Для изменения угла наклона верхних правильных валов в горизонтальной плоскости установлен механизм на верхней поперечной балке.

При помощи двигателя и редуктора через цилиндрическую передачу крутящий момент приводит во вращение коленчатый вал, который поворачиваясь налоняет верхнюю балку на определённый угол.
Правящие валки кованные, из высококачественной стали 60ХМФ. Валки закалены до твёрдости HRC57-62 единицы. Глубина закалки- 4-6 мм.
Все рабочие валки имеют поддерживающие ролики. Под каждым валом группа поддерживающих роликов. Материал поддерживающих роликов- 40ХМ. Поддерживающие ролики закалены до HRC50-55. Глубина закалки- 3-4 мм.
Система смазки основных узлов централизованная. Маслостанция расположена на боковой стороне станины. Через систему маслопроводов смазка подаётся к наиболее нагруженым участкам станка.
Система управления состоит из пульта и шкафа управления. Установленых отдельно.
С пульта управления осуществляются регулировки и контрольза ходом правки. Все данные выводятся на жидкокристалический дисплей.

Станок комплектуется входным и выходным рольгангами. Рамы для рольгангов не входят в комплект поставки, а поставляются только ролики с опорами.
Комплект поставки:
- Основной стан
- Силовой шкаф с пультом управления
- Электрические кабеля от оборудования до шкафа управления
- Комплект входных/выходных рольгангов без рам
- Техническая документация
Техническая документация включает в себя:
- Инструкцию по эксплуатации (включая электрическую схему)
- Список быстроизнашивающихся частей
- Паспорт
- Упаковочный лист
- Фундаментный чертеж
Срок поставки: 60 дней
Страна-изготовитель: КНР
Объем поставки: 1×вагон-платформа, 1×20' контейнер
Условия расчетов:
50% - авансовый платеж в течение 5 банковских дней с момента подписания контракта. 50% - в течение 5 банковских дней с момента письменного уведомления об окончании изготовления оборудования заводом-производителем и готовности его оправки на станцию назначения с предоставление товаросопроводительных документов.
Гарантийное и техническое обслуживание 12 месяцев.