


В ходе изготовления сварной двутавровой балки неизбежно вследствие термического нагрева при сварке, возникает изгиб полок «грибовидность». Оборудование представляет собой, прокатный стан с правильными роликами имеющие возможность выполнять перегиб полок в обратную сторону для исправления «грибовидности» методом остаточной деформации и упругости металла. Преимущества оборудования, это простота и надежность в работе. В модели HYJ-800 регулировка прижимных роликов осуществляется электромеханическим способом, регулировка ширины полки осуществляется механическим способом.
Назначение:
Станок предназначен для правки «грибовидности» полок тавровой и двутавровой сварной балки путем ее прокатки через систему роликов, используя при этом свойства упругости металла. В процессе сборки и сварки двутавровой балки неизбежно происходит нагревание полок балки и, как следствие, их деформация («грибовидность»). Стан для правки полок двутавровой балки является оборудованием, специально предназначенным для правки данной деформации. Станок HYJ-800 - прост в эксплуатации, является высокоскоростным, высокопродуктивным оборудованием, с возможностью широкого применения в области металлургии, производстве стальных конструкций, промышленном монтаже и прочих отраслях.
Основные технические параметры и особенности:

- Максимальная толщина полок обрабатываемой детали c1, c2 ≤40мм.
- Ширина полок обрабатываемой детали b1, b2 = 200~800мм.
- Материал Ст3сп, по толщине и ширине должен соответствовать значениям, указанным в нижеприведенной таблице:
|
c |
~25 |
25~28 |
30~35 |
35~40 |
|
b |
200~800 |
350~800 |
500~800 |
600~800 |
- Минимальный размер стенки двутавра по высоте h1 - b1 - b2 = 350, при ее высоте h>700 необходимо принять меры для предотвращения вертикальных колебаний в процессе эксплуатации.
- Материал обрабатываемой детали: Ст3сп (При 09Г2С, толщина выправляемого листа составляет 70% от Ст3сп).
Конструкция и принцип работы:
Оборудование представляет собой, прокатный стан с правильными роликами имеющие возможность выполнять перегиб полок в обратную сторону для исправления «грибовидности» методом остаточной деформации и упругости металла. Преимущества оборудования, это простота и надежность в работе.
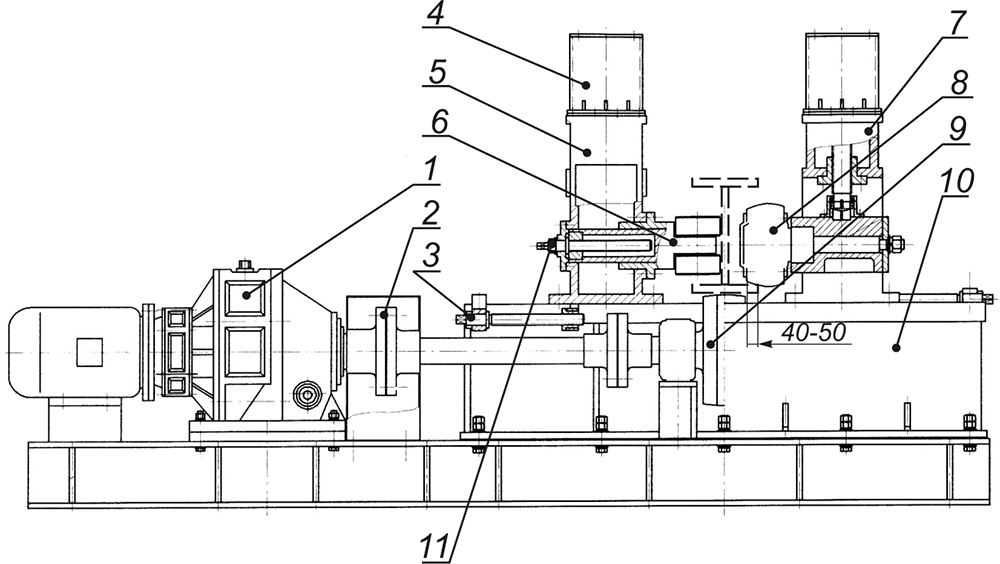
1 - главный двигатель (мотор-редуктор), 2 - компенсационная муфта, 3 - винт позиционирования стойки, 4 - привод подъема прижимного ролика (мотор-редуктор), 5 - правая стойка, 6 - упор, 7 - левая стойка, 8 - прижимной ролик, 9 - главный ролик, 10 - станина, 11 - винт позиционирования упора.

Принцип правки:
При помощи левого и правого прижимных роликов (позиция 8) и главного ролика (позиция 9) создается усилие, действующее на полку двутавровой балки. Имеющаяся деформация обрабатываемой заготовки устраняется, и таким же образом осуществляется процесс правки стальной полки двутавровой балки. Правка осуществляется посредством обратной пластической деформации в результате механического воздействия на полку балки трех роликов: одного ведущего (снизу упирается в полку балки) и двух ведомых (сверху регулируются по высоте, в зависимости от толщины полки, упираются в крылья полки балки). В станке двутавровая балка вертикально позиционируется с помощью поддерживающих роликов.
Стан состоит:
- Станины;
- Главного двигателя;
- Главного ролика;
- Правой и левой стойки;
- Правого и левого суппортов перемещения прижимных роликов. Каждый суппорт оснащен концевыми выключателями, ограничивающими вертикальное перемещение вверх, для предотвращения упора суппорта в раму и его поломки;
- Левого и правого прижимных роликов, для правки балок с высотой стенки менее 300мм. Имеется дополнительный комплект сменных роликов;
- Комплекта упоров для центрирования и удержания балки (по две штуки на сторону). Для правки балок с высотой стенки менее 300мм. Имеется дополнительный комплект сменных упоров. Ролики позиционируются винтами;
- Левого и правого винтов позиционирования стоек;
- Входного рольганга;
- Выходного рольганга;
- Пульта управления станом.
Основные технические характеристики:
|
Максимальная толщина полок обрабатываемой детали, мм |
40 |
|
Ширина полок обрабатываемой детали, мм |
200~800 |
|
Минимальный размер стенки балки по высоте, мм. |
≥360мм (при высоте стенки 160~350мм и толщине полки ≤14 мм необходимо использовать дополнительные правильные ролики) |
|
Максимальная высота стенки балки, мм. |
Ограничена устойчивостью балки на рольганге. |
|
Минимальная длина балки, мм. |
4000 |
|
Максимальная длина балки, мм. |
12000 |
|
Материал обрабатываемой детали |
Ст3сп (При 09Г2С, толщина выправляемого листа составляет 70% от Ст3сп) |
|
Выдерживаемый оборудованием вес обрабатываемой детали, тонн. |
≤10 |
|
Скорость правки, м/мин |
17 |
|
Общая мощность |
22кВт+2.2кВт+1.1×2кВт |
|
Габаритные размеры станка, мм. |
3500×1500×1100 |
|
Вес оборудования, кг. |
9500 |

Стоимость оборудования:
- В стоимость включен шефмонтаж, наладка, обучение, гарантийное и техническое обслуживание 12 месяцев.
- Страна производитель - КНР.
- Порядок расчетов:
50% - авансовый платеж в течение 5 банковских дней с момента подписания Договора.
45% - в течение 5 банковских дней с момента письменного уведомления об окончании изготовления оборудования заводом-изготовителем и готовности его оправки на станцию назначения с предоставлением электронной копии товарно-транспортных документов (дубликат накладной) и сертификата происхождения форма «А», заверенных подписью и печатью Поставщика.
5% - после завершения пусконаладочных работ и подписания акта ввода в эксплуатацию и приемки оборудования по качеству.
Срок поставки: 60 календарных дней с момента получения авансового платежа.